


为了给您提供更的异型管【锥型无缝管】甄选好物产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:异型管【锥型无缝管】甄选好物的图文介绍
乐道精密钢管厂家有限公司根据市场发展的需要在进一步完善定型产品的基础上,不断开发出新产品和引进先进的生产技术。 甘肃兰州凸型管产品设计先进,制作精细,性能可靠,具有国际先进水平,畅销全国,在同行中享有较高声誉,并深受广大用户的信赖!销售网络覆盖面广,产品适用范围大,遍布全国各地。



华尔网异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
华尔网异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
华尔网异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
华尔网异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
华尔网异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
华尔网异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
华尔网异型管焊嘴与异型管间的距离以15-25mm为宜。



每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,华尔网异型管由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。
华尔网异型管成品,根据零件所生产形状,生产部门根据成形工艺规程与机械零件图进行零件制造,然后进行装配。通常不能欣苏设计图直接进行成形加工,而应根据设计图绘制出制造图,再按制造图进行成形加工达。
由于设计图绘制出的是零件成形加工完成后的终状态图,华尔网异型管而制造图则是表示在制造过于某一工序完成时工件的状态,两者是有差异的。因此,在加工时需要根据制造图准备合退余局坯料,并进行预定的成形加工。准备好金属材料后,用祷造、锻造、机械加工、热处理等不同的成形加工方法膨翻工。零件成形加工完成后再装配成部件或整机。首先发生阳极溶解的原理进行抛光的一种电化学加工,又称为电抛光。电化学抛光时表面上形成一层薄厚不均的粘性薄膜,此薄膜具有很高的电阻,可以避免试件过渡腐蚀。


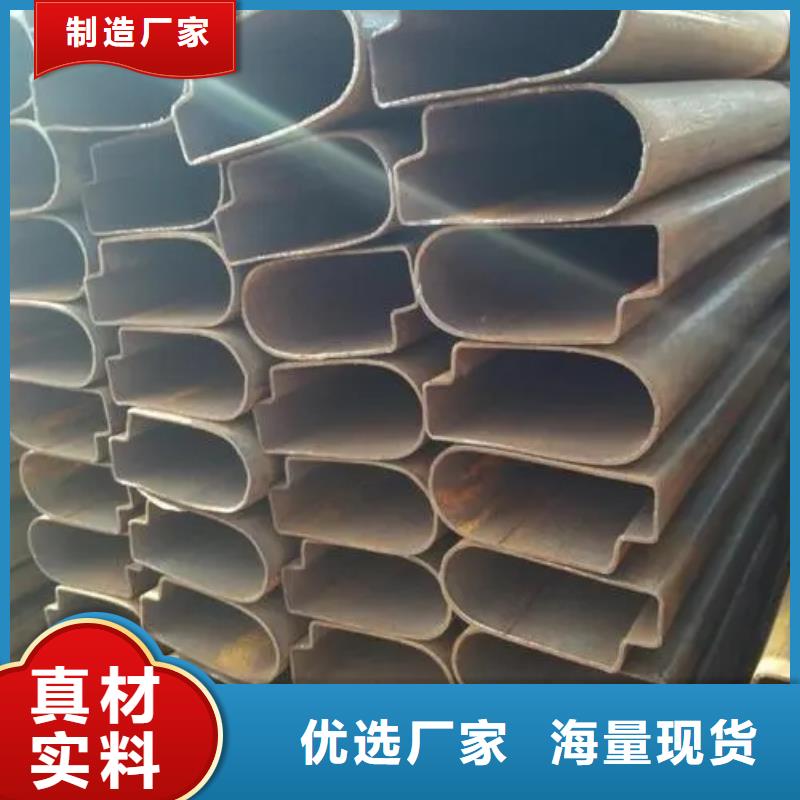
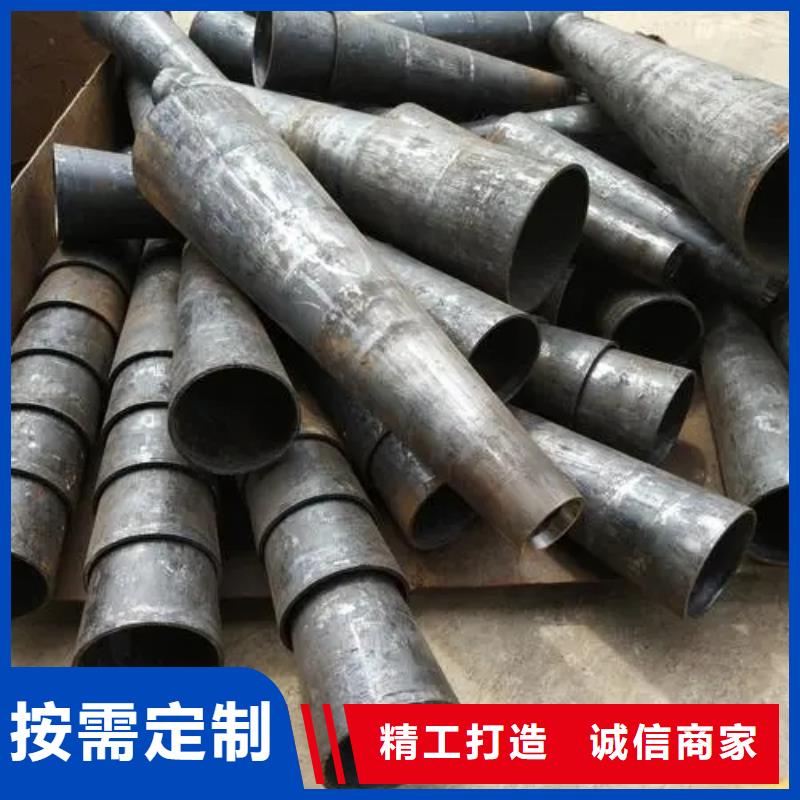
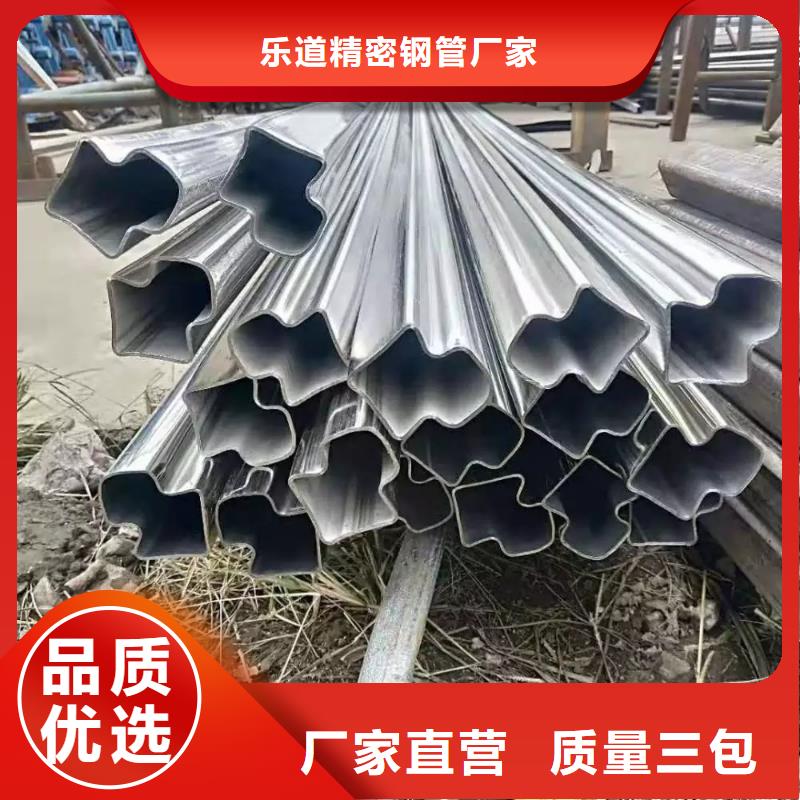
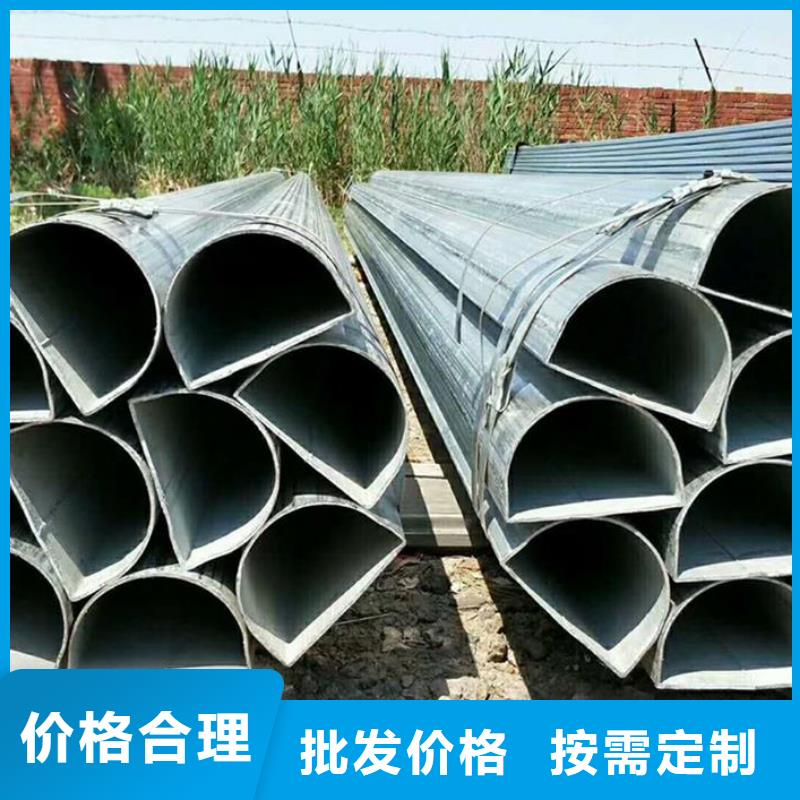
华尔网异型管可分成椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形、凹槽管。
华尔网异型管热膨胀系数:因温度变化而引起物质量度元素的变化。
膨胀系数是膨胀-温度曲线的斜率,瞬时膨胀系数是特定温度下的斜率,两个指定的温度之间的平均斜率是平均热膨胀系数。
膨胀系数可以用体积或者是长度表示,通常是用长度表示。
华尔网异型管密度:物质的密度是该物质单位体积的质量,单位是kg/m3。
华尔网异型管弹性模量:当施加力于单位长度棱住的两端能引起物体在长度上的单位变化时,单位面积上所需的力称为弹性模量。
单位为1b/in3。



