
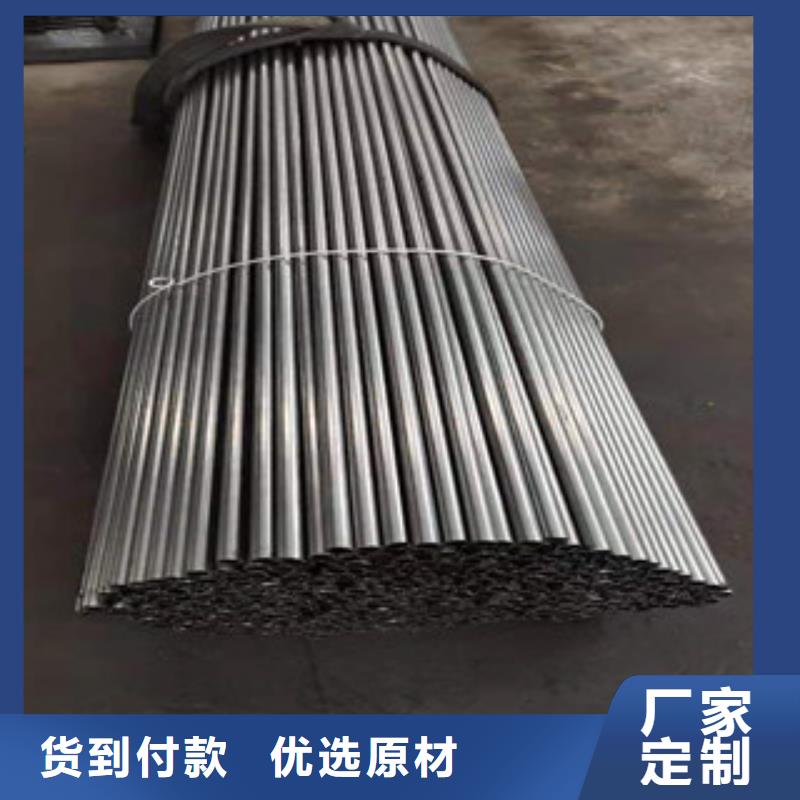



我们的现场实拍视频将带您走进(江泰)10crmo910无缝钢管行内优选产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:(江泰)10crmo910无缝钢管行内优选的图文介绍
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
因此,市场上涨的根基和市场心理尚存。从近日盘面来看,也是持续了高抛低吸的操作,底部放量增仓,顶部缩量减仓,今日盘中由减仓近15万手到收盘时大幅增仓35万手可见一斑,近日这种情况屡见不鲜,需密切关注盘面变化,若一旦上破,空间再次打开将对现货起到带动作用。上破失败重回震荡 。精密光亮管要有很大的心,还要注意相关的保障作用,这样的话精密光亮管行业才能够有更大的业绩,获得比较好的发展。在进行改革和不断地发展的道路上要进行实事求是的去发展,注意搞好环境,这样的话厂家才能够抓住行情进行发展起来的!精密光亮管现在的产量已经是很大的,就是全球不生产的话也是能够使得全世界使用好多年的。在行业不景气的行情之下,我国的精密光亮管厂家也是不停地进行生产的,生产量是急剧的在增加的,增加的产量和厂家的数量都是同时在增加的,也就是说现在精密光亮管是不缺乏数量而是缺少质量,尤其是生产方式要向着智能化的生产方式进行转变,这样的话精密光亮管行业才有着更好地发展的。
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
经过多年的不懈努力和广大顾客的支持、信任,无论是从投资规模或销售业绩,江泰钢材有限公司早已成为 上海普陀无缝钢管业界里的经营企业之一。 为更好迎合市场发展需要,常年备有大量 上海普陀无缝钢管现货供应,价格实惠、货源充足、规格齐全、提货便利,致力于为客人提供优质产品和一站式的便捷采购服务。 顾客为上,优质服务。竭诚与各地客商共同合作发展!
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
精密管厂家要想获得比较重要的行情就要必须进行改革,促进厂家的不断地进行交流和合作,不断地进行改造厂家的生产方式,搞好精密管厂家的正常的进行交流和息共享,进行共同进步和发展才能够获得更大的发展!精密光亮管上升的空间仍然是比较巨大的,由于市场状态的不断地进行,导致了精密光亮管的市场比较艰难,有的厂家也是比较重视业绩的,以至于业绩也不是很好。在八月份的时候主要的就是要进行重视厂家的正常的进行发展,这样的话精密光亮管的发展才是会正常起来的。由于精密光亮管在“金九银十”的市场条件下要不断地进行改善行情的发展和各种的经济的发展,因此对于厂家而言要恢复生产,还要注意各种的去产能的力度,这样的话精密光亮管行业才能够有较大的发展。
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
如果精密无缝钢管渗碳,淬火后芯部会现硬脆马氏体,失去渗碳处理优点。现在采渗碳工艺材料,含碳量都不高,到0.30%芯部强度已经可以达到很高,上不多见。0.35%从来没见过实例,只在科书里有介绍。可以采调质+高频表面淬火工艺,耐磨性较渗碳略差。
GB/T699-1999标准规定45钢热处理制度为850℃正火、840℃淬火、600℃回火,达到性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J。精密管热处理性能和温度状态精密管在热处理后具有良好综合机械性能,广泛于重要结构部件,特别是在连杆、螺栓、齿、轴等交变载荷下工作,但表面硬度较低,不耐磨。精密管热处理性能和温度,通过改善表面淬火,可以改善零件表面硬度。 无缝钢管渗碳处理一般于表面耐磨和抗冲击强度高部分,其耐磨性比热处理和表面淬火要高。其表面碳含量为0.8%-2%,核心通常为0.1%-0.25%(在特殊情况下,为0.35%)。热处理后,表面可获得高硬度(hrc58-62),核心硬度低,抗冲击性强。
GB/T699-1999标准规定45钢热处理制度为850℃正火、840℃淬火、600℃回火,达到性能为屈服强度≥355MPaGB/T699-1999标准规定45钢抗拉强度为600MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为40%,冲击功为39J。精密管热处理性能和温度状态精密管在热处理后具有良好综合机械性能,广泛于重要结构部件,特别是在连杆、螺栓、齿、轴等交变载荷下工作,但表面硬度较低,不耐磨。精密管热处理性能和温度,通过改善表面淬火,可以改善零件表面硬度。 无缝钢管渗碳处理一般于表面耐磨和抗冲击强度高部分,其耐磨性比热处理和表面淬火要高。其表面碳含量为0.8%-2%,核心通常为0.1%-0.25%(在特殊情况下,为0.35%)。热处理后,表面可获得高硬度(hrc58-62),核心硬度低,抗冲击性强。
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
精密管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是精密管生产和加工的基地。精密管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。这种精密管流水线设有压注转子(即制造模环的自动机)、装配转子(即带有固定浇口棒的机构的转台,台上装有浇口棒的定心和定位机构)和传送转子(即夹取模环并将其从压注转子转送到装配转子上的机械手)。压注转子、传送转子和装配转子按顺序同轴安装。装配后的模组用传送转子传送到同步装置上,然后用传送转子将模组悬挂在传送链上以便进行后续工艺操作。
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
10crmo910无缝钢管行内优选")
