



近年来,伴随汽车行业的快速发展,钢材的应用领域不断扩大,市场需求增加,冷拔圆钢 冷拔钢 冷拔异型钢消耗也在不断增加。紧固件技术的现状和未来成为我国汽车发展的一个非常值得关注的领域,为了适应汽车更、更节能、降低噪声、污染物排放不断加严的要求,对紧固件的质量提出了更高的要求,这就促使生产厂家在生产原材料的选购方面要更加细心,车用紧固件技术将朝着轻量化、适载量、美观度等方向发展。冷拔圆钢 光圆 异型钢 六角钢常采用各种强化处理手段来提高其承载能力。经过热处理后,其强度的提高可达75%,须经调质处理的冷拔圆钢 光圆 异型钢 六角钢,就应认真考虑材料的淬透性能,以便保证足够的淬硬层深度,或者考虑用冷却速度较缓的冷却剂,以减少淬裂和引起过大残余应力或淬火变形的可能性。经切削加工的冷拔圆钢 光圆 异型钢 六角钢要求其材料具有良好的切削性能,以延长刀具寿命并提高生产效率,这时,常常会选择冷拔圆钢 冷拔钢 冷拔异型钢。
自贡走芯光亮圆钢_多年制造经验
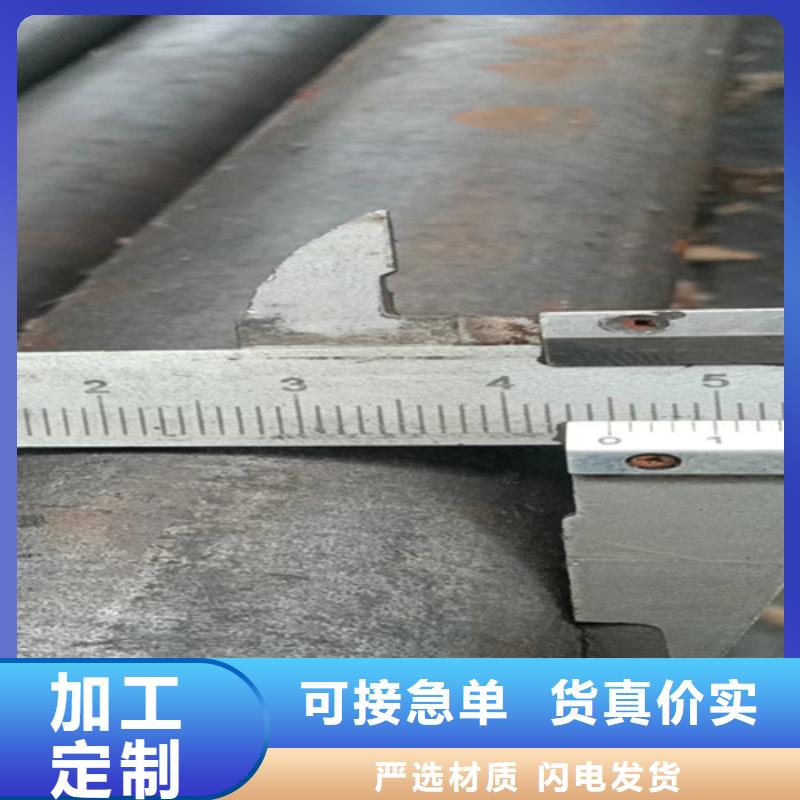
冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢是利用冷挤压技术,通过的模具,拉出各类高精度、表面光滑的圆钢、方钢、扁钢、六角钢及其它异型钢。冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢产品具有以下优点: 形状规格多样性 通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢。角度可设计成直 角或圆角。冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢表面光滑??先进的冷挤压工艺使得冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢产品表面光滑明亮。 材料大量节省??冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机加工切削所耗损的材料,冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省??由于精度准确,表面状况良好,冷拔圆钢 冷拔方钢 冷拔扁钢 冷拔六角钢产品可直接使用,如喷涂、打砂、打弯、钻孔,也可按实际要求精拉之后直接电镀,免去了大量机加工时间及节省配置加工机械的费用。我公司常年销售:冷拉圆钢,冷拔圆钢,冷拔六角钢,冷拔扁钢,冷拔方钢,冷拔异型钢,冷拉圆钢,(方钢 六角钢 扁钢)合金圆钢,冷拔异形钢,盘条,加长圆钢,高强度圆钢,常备材质生产材质:10# 20# 35# 45#钢 q195 45#钢 q345b(16Mn) 27SiMn 20g 20Cr 40Cr T11 P11 12CrMo--42CrMo 37Mn5 40Mn2 45Mn2 20Mn--65Mn Cr5Mo 10CrMo910 20CrMnTi…..等
<自贡>鑫泽金属制品有限公司
冷拔圆钢 冷拔光圆 冷拔钢棒 冷拔铁棒生产过程中碰到技术性难题一、冷拔圆钢 冷拔光圆 冷拔钢棒 冷拔铁棒下料偏差:一般冷拔圆钢 冷拔光圆 冷拔钢棒 冷拔铁棒应用液压剪板机裁切之后再用仿形机切孔,液压剪板机裁切后厚钢板一般会出现毛边,这造成厚钢板偏差很大,偏差超出正负极3mm话就需要注意了立即调节好液压剪板机,倘若顾客规定高精度,应用全自动或数控机床(火苗或等离子切割机)二、激光切割时孔距难题:镀锌方管的孔一般便是正中间,仿形机做好90度架构,搞好精准定位一般偏差并不大。假如液压剪板机没剪好,会造成孔位偏差大。三、孔切的不圆:仿形机在切孔的情况下要细心调节好开洞模具,设备一旦没调好切出的孔不圆。镀锌方管在许多的场所中充分发挥的功效也是不一样的许多的情况下要注重品质,便是因为它品质是比较好的因而得话是每个领域中广泛开展应用的这关键是由于它强度是尤其高的每个的场地中的功效是较为强劲的可是伴随着领域的提高及其领域的普遍的应用,生产厂家的增加等缘故,针对技术性和特性也是良莠不齐的徇私舞弊的状况是比较多的要想购到强度较为非常好的商品也是十分的不易的那麼镀锌方管强度是怎么检测的呢?镀锌方管硬度标准,以充分考虑其物理性能,本产品涉及到的特性和品质的镀锌方管做为开展,冲压模具原料的形变,激光切割等生产加工。山东鑫泽金属冷拔六角钢、冷拔方钢、冷拔扁钢、冷拔圆钢、冷拔光圆、冷拔椭圆钢、冷拔半圆钢、冷拔三角圆钢、冷拔异型钢等,特殊形状和材质另议订做。
自贡走芯光亮圆钢_多年制造经验
在加工过程中合操纵冷拉冷拔圆钢缘故皱褶冷拉圆钢在加工过程中很有可能会造成发皱板损毁,不但了产品成本,另外也导致了原材料的消耗,必须具体分析,并可控。殊不知,工作在加工过程中发皱冷拉圆钢是:1,BHF不够,不适当的夹紧空隙应对內部的外紧松难题。2.汽车机油过多或过度经常刷牙漱口頻率,或刷牙漱口不善部位。如图所示3所显示,检测胚料冲过软的,低抗压强度的原材料,坯件规格很小,原材料HID。如图16所显示,粗略地精准定位不是平稳的,造成部分原材料藏,不善牙齿咬合面样子,造成徒步入料不匀称。5,不适度的冲压模具方位。是操纵冷拉圆钢皱褶对策以下:1,冷拉圆钢起绉主视图情况下,即便周边的板中造成皱褶,判断比夹紧力要少,在辊隙力的慢慢,能够。当拉申圆锥体和半球型预制构件理应,以在上述边梁的内直徑,以拉深筋拉申地应力。选用在紧后松的标准,以在紧外松,难题。2,用以润滑脂,油刷工作中应在依照标准系统要求开展,以保证油炭刷和炭刷的恰当部位的油,防止导致皱褶。3,零件毛胚过软,而不容易危害车子的规定,保质保量的构件和防止发皱冷拉圆钢。4,精准定位,再加预弯折流程,如必须,以保证不产生压构件时辐板蛇行难题。更改原材料的表层工作压力的样子,以保证零件的品质,防止了辊隙的表层样子不挪动,造成徒步入料不匀称。
