您的位置>首页 >中山当地今日推荐News >
数控锯切套丝打磨生产线厂家现货
更新时间: 2025-01-01 22:31:54 浏览次数:2
以下是:数控锯切套丝打磨生产线厂家现货的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
以下是:数控锯切套丝打磨生产线厂家现货的图文视频
导读 在广东省中山市采购数控锯切套丝打磨生产线厂家现货请认准建贸机械 有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵艳杰-13298459090,QQ:2060712089,地址:许昌老城镇发货到广东省 中山市 )。 广东省,中山市 古代香山是孤悬于珠江口外伶仃洋上的岛屿,境域为现今的五桂山和凤凰山(今为珠海市)及周围的山地和丘陵地,即石岐至澳门一带的陆地。前身为1152年设立的广州府香山县,1925年,为纪念孙中山而改名为中山县。1988年1月,升格为地级市。中山市是孙中山先生的故乡;是珠三角中心城市之一、粤港澳大湾区重要节点城市、广东地区性中心城市之一、珠江口西岸都市圈城市之一、Ⅱ型大城市。中山是历史文化名城,发祥于中山的香山文化是中国近代文化的重要源头;中山亦是广府文化的代表城市之一、广府菜的发祥地之一;享有广东省曲艺之乡(粤剧)、华侨之乡的美誉。有旅居世界五大洲87个和地区的海外侨胞、港澳台同胞80多万人。
以下是数控锯切套丝打磨生产线厂家现货的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:数控锯切套丝打磨生产线厂家现货的图文介绍

建贸机械 有限公司长期致力于【广东中山数控钢筋网排焊机厂家】的研究、开发、生产工作,积累了丰富的【广东中山数控钢筋网排焊机厂家】开发及生产经验,深受市场宠爱,是购买【广东中山数控钢筋网排焊机厂家】的理想选择。
建贸机械 有限公司,【广东中山数控钢筋网排焊机厂家】行业质量口碑相传,竭诚为您提供高质的【广东中山数控钢筋网排焊机厂家】产品的服务! 欢迎您成为我们的合作伙伴!


故障原因: 1、是带锯床没清干净,铁削刷,刷得不到位,带锯条把铁削带到了盘上,有的铁削会留在锯轮上,在反复与锯条的接触中就会把锯条顶出裂纹。 2、是带锯床的涡轮箱里可能是轴承烧了,造成锯轮倾斜角度变,在刚用新锯条时可看到锯轮边缘处把锯条带起,然后锯条又掉下去,可以听到明显的‘啪啪’声,这种情况锯条不超2天就会断。 3、有可能是你的锯床上的带锯条质量不行。金属带锯床如何调试双金属带锯床 试锯前各油池应灌油,润滑点各进行一次加油和检查。
在锯床刚开始工作的时候要进行试锯,在试锯前应仔细地擦去锯床各部分的防锈油,不得使用金属工具和其它足以划伤零件表面的器具来擦油,擦净后,薄薄地抹上一层机油。 试锯时,先以1低速空运转数分钟,然后逐渐提高转速,试验各级转速的运转和变速机构。同时检查工作台的各方向进给操纵手柄是否灵活可靠,检查润滑油泵的工作情况。这样就完成了锯床的试锯!
检查外接三相主电源是否与锯床工作电压一致。锯床接上电源后,首先检查电机的旋转方向,并按照手柄扳动方向与工作台运动方向一致校正接线。



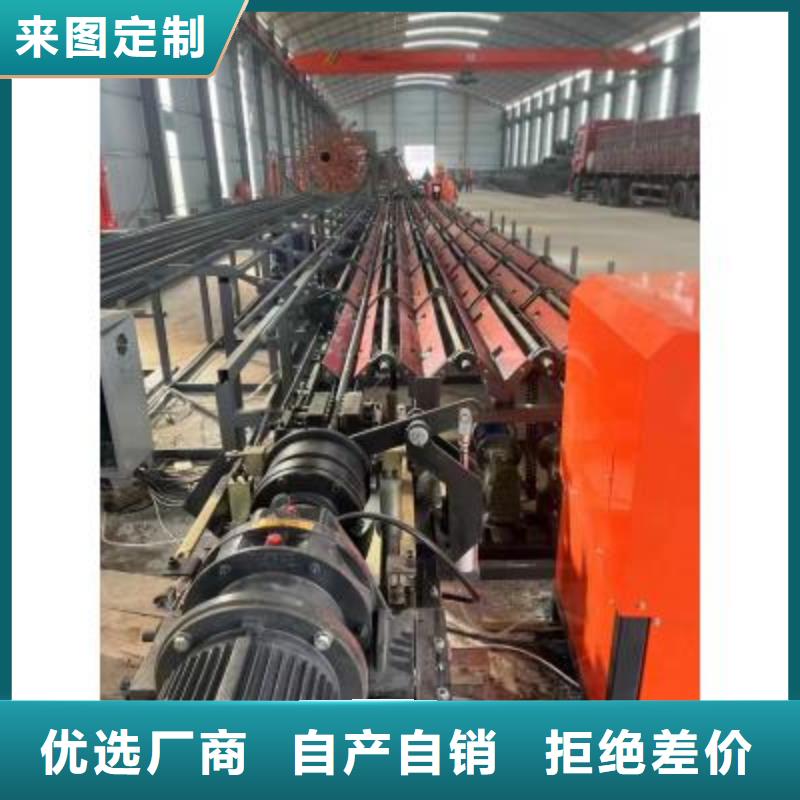
近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下华尔网数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。


河南jm钢筋打磨机以钢筋平面打磨,确保钢筋端面平直一致,提高钢筋抗拉强度,效率高,速度快,保证工程质量。而且为了进一步提率前后两端打磨设备,在使用时架体上可以放置多根的螺纹钢,在前端打磨完成后,后端的打磨设备开始打磨。对于两台设备而言均不会存在等待时间间隔。端面打磨机切割处理保证平面一致,接头无缝隙。端面打磨每次4根,同时进行速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。河南宝润度高、人工劳动强度低、整体效率高。
可加工符合GB1499或BS4449(CS2)标准的16-40各种规格的钢筋。4.生产效率高,10秒左右可墩粗两根钢筋头。5.故障率少,无易损零部件,施工成本低。6.环保、,不受环境及气候影响。7.高压力低耗能小流量连接省力快捷。

总结 选购数控锯切套丝打磨生产线厂家现货来广东省中山市找建贸机械 有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:赵艳杰-13298459090,{QQ:2060712089},地址:[老城镇]。