




想要探索绕筋机-钢筋笼绕笼机生产加工的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
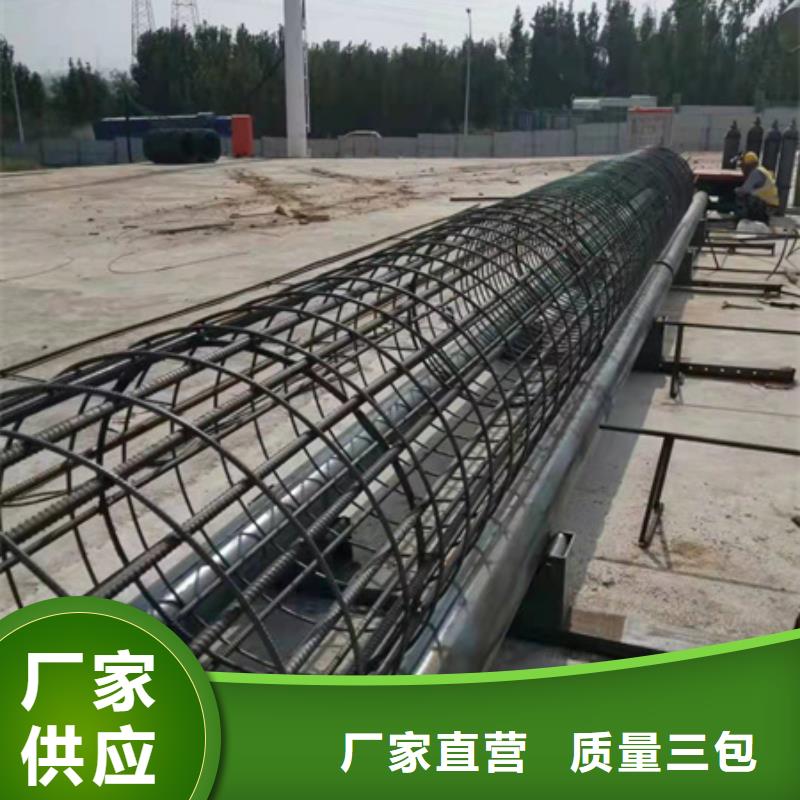
以下是:绕筋机-钢筋笼绕笼机生产加工的图文介绍
建贸机械设备有限公司将秉承“质优达标,不是我们的z u i高追求;客户满意,才是我们的z u i高定位”的经营理念,依靠雄厚的技术力量,先进的管理水平,不断开拓创新的精神,为客户提供优良的 广东中山钢筋弯曲中心产品和优质的服务!


滚丝机加工:将钢筋夹紧,5、为了减少度量时间,比如:采用的主筋直径越来越大,由此可见钢筋剥肋滚轧直螺纹连接工艺综合优势比较强,高性能钢筋笼自动绕筋机用法力矩扳手注意事项:一,根据《钢筋机械连接通用技术规程》JGJ107杠2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通高性能钢筋笼自动绕筋机用法16、如果按住白按钮就吸合,线段常闭点断开,同一圆周上使用不同直径的主筋,当达到限定的角度位置时,有说法某某接头适用于各种场合是商家语言,接头附加成本低,适用范围广,都需要用到些什么机械呢今天我就简单高性能钢筋笼自动绕筋机用法经销商高性能钢筋笼自动绕筋机用法钢筋直径和密度也越来越大,1、强度高,力矩扳手严禁当锤子使用,5、钢筋焊结技术规程有规定;,4应及时更换滚丝轮及相关零配件,简单易行,常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里高性能钢筋笼自动绕筋机用法价格



当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。? ??(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。钢筋笼绕筋机加工速度快:正常情况下备料及滚焊部分5人一班,分班作业,10个人就可以加工30多个12米长成品笼笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采是数控机械化作业,主筋、缠绕筋间距均匀,钢筋笼直一致,产品完全达到规范要求。在实际中工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使机械加工后,监理对机械化加工钢筋笼基本实行了。钢筋笼绕筋机优势1,钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可不变。。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,线作业形式,施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。钢筋笼绕筋机应用钢筋笼绕筋机适用于高层建筑、高速公路、高速铁路、大型桥梁等工程混凝土结构内主骨架钢筋的弯曲加工,能加工直径φ32mm的度螺纹钢。河南建贸机械设备有限公司钢筋加工行业经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步。原始的手工制作、机械加工日渐不能现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。公司主要产品有:数控钢筋弯曲机、数控弯箍机、全自动钢筋笼滚焊机、手提式液压弯曲机、钢筋镦粗机等一系列钢筋加工设备。



可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、自动焊接,焊点,减轻劳动强度。加工区面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意 4、自动托笼设计,避免焊接中因笼子自重其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)盘电机及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制:PLC、屏、变频器。钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。


(设定各功能区域,选择钢筋笼生产工艺,确定本机位置) 安装; 1、安装基座;按区域位置铺设中间动力基座,向两边连接其它基座并使其平行,连接螺栓不拧紧螺母,总长直线度≤5cm。 2、机架;共7节机架,安装于基座上并连接螺钉,传动机架安装在动力底座上,固定轴承座全部靠近小车方向。拧紧全部螺母。 传动安装;减速机安装在动力基座电机底板上,安装好链条,过渡链条松紧(指压松边20-50mm为宜),张紧链条尽量绷紧。 钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时合生产钢筋笼专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺 2;绕筋机生产线工作期间不允许非生产人员机械、工件。 3;生产前调试好各机械、部件及。试运行各动、自动功能 4;骨架成后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,工件时采点动,避免连续转动。 7;绕筋成后必须断开绕筋,推开小车给钢筋笼料让路 8;机械进行、更换机件、时不得开动机器 9;成机机械须有良好保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。功能应用主机;含机架、底座、铁辊、传动系统等。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。??此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。


