
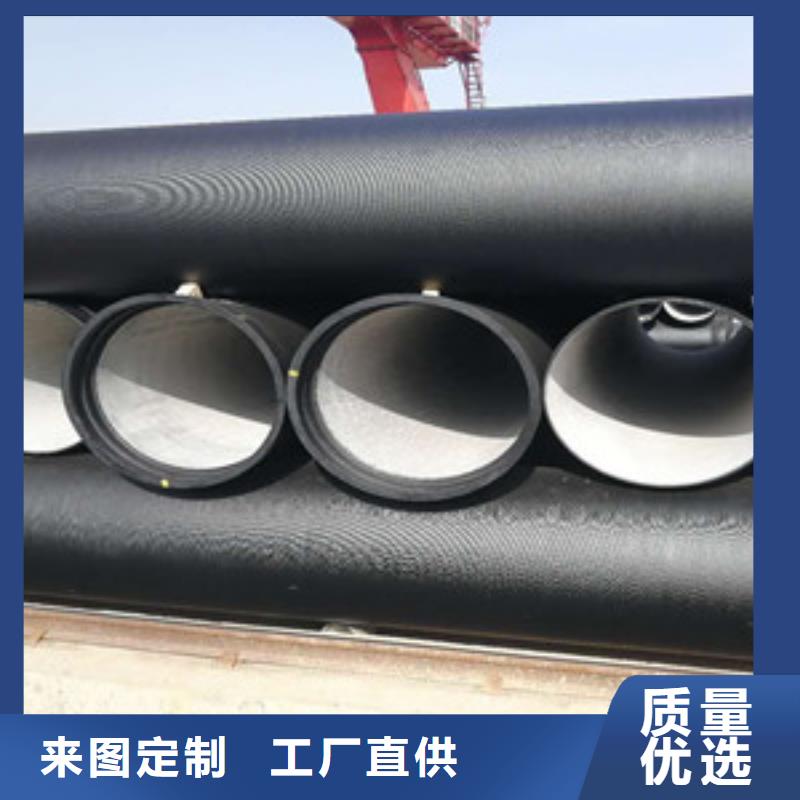






球墨铸铁管及球墨铸铁管件具有三个功能:对管线实现小口径大流量;对管线实现高压远距离输送;防止管线爆管。更适合采用消失模铸造工艺生产。根据IS02531标准规定;我们根据具体的按照以上工艺生产的大口径球墨铸铁管件其外观光洁,表面美观,壁厚均匀,同时铸件尺寸达到IS02531标准和GB/T13295标准要求。采用消失模铸造工艺后,产品质量得到了提高,球墨铸铁管件生产工艺具有生产周期短、工艺先进、表面质量好(其管件表面粗糙度达12.5μm)等特点。同时,消失模铸造投资少,见效快,应用范围广泛。消失模铸造是一种几乎没有加工余量,且能成型的铸造工艺。容易实现清洁、批量化生产,特别是球墨铸铁管件规格品种多、供货周期短,交货期急, 生产成本或得了降低同时得到客户认可。
球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。我们根据球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。直浇道:横浇道:内浇道=1:(4-6
一般气孔内壁光滑,而此类缺陷内壁含有碳黑状物质,呈蜂窝状,成片聚集,经分析认为此缺陷是在铁液充型过程中部分泡沫塑料包裹在铁液中未能排出,待铁液凝固后所形成。应从合理设计浇注系统,使铁液顺畅充型来避免,当形状复杂时,可在形成缺陷处设置排气冒口。 
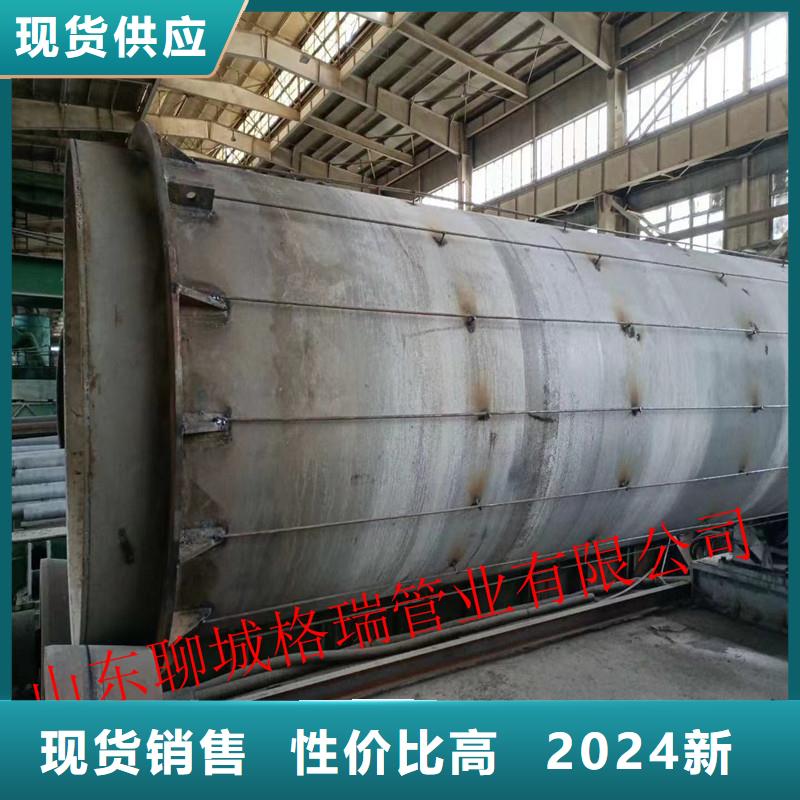
球状石墨不像片状石墨那样对金属基体存在严重的割裂作用,这就为通过热处理以提高球墨铸铁基体组织性能,从而发掘其性能潜力提供条件。因此,对球墨铸铁的石墨和基体组织的检验,是球墨铸铁生产的一个重要环节。使金属液在凝固时能不断弥补高温金属液,力求次序凝固。假如不能控制温度,还可以使用冷铁和补贴来改动铸件的温度散布,这也便于金属液的次序凝固。
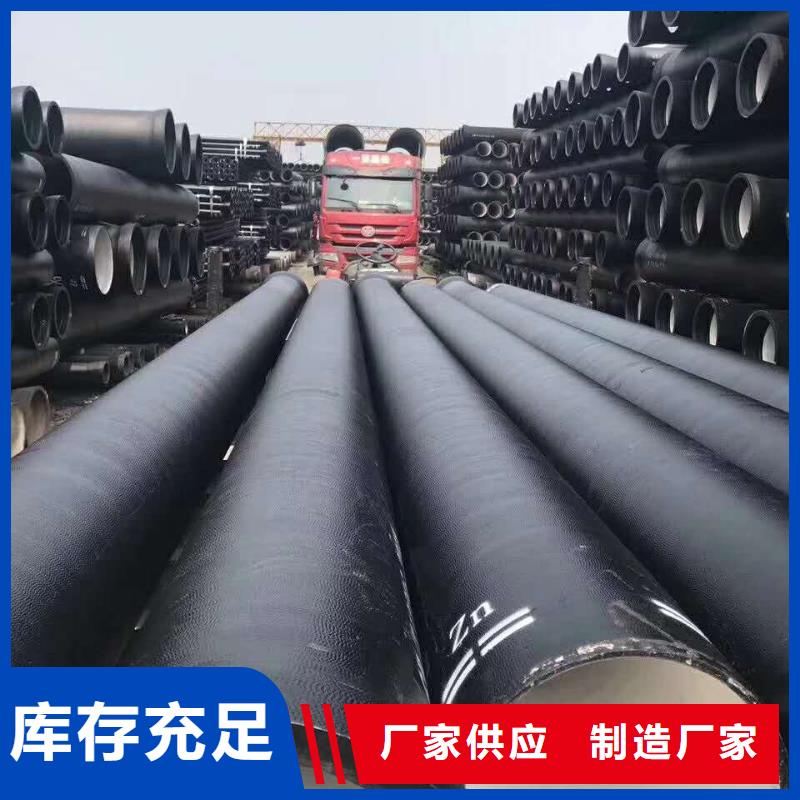
球墨铸铁管被广泛应用于冶金、矿山、水利、石油和城市公用化建设的各种管道工程,可输送水、燃气等多种流体介质。离心球墨铸铁管是球墨铸铁管行业的一种产品。恰当控制金属液成粉,坚持相对较高的碳含量,尽量下降磷含量和镁含量,也可用稀土镁合金处理。铸件在规划时,规划的冒口数量和大小应合理恰当,此外
球墨铸铁管进口矿价持续上涨的走势难以持续。相关机构分析人员认为,国内钢市尽管存在亏损引发钢厂减产、政策推动需求回暖的预期,但至少到目前为止,现实情况依然是钢厂减产范围不大、实际需求持续低迷。实际情况处在背离的状态,表明钢价短期内难改弱势局面。此前众多 钢厂的联合保价、抬高价格的行为并未能阻挡市场的下滑。山东聊城格瑞球墨铸铁管行业下一阶段重点工作灰口铸铁包括普通灰口铸铁和孕育铸铁两种。球墨铸铁管灰口铸铁价格便宜、应用广泛,在各类铸铁的总产量中,灰口铸铁占80.0%以上。
