
产品详细介绍





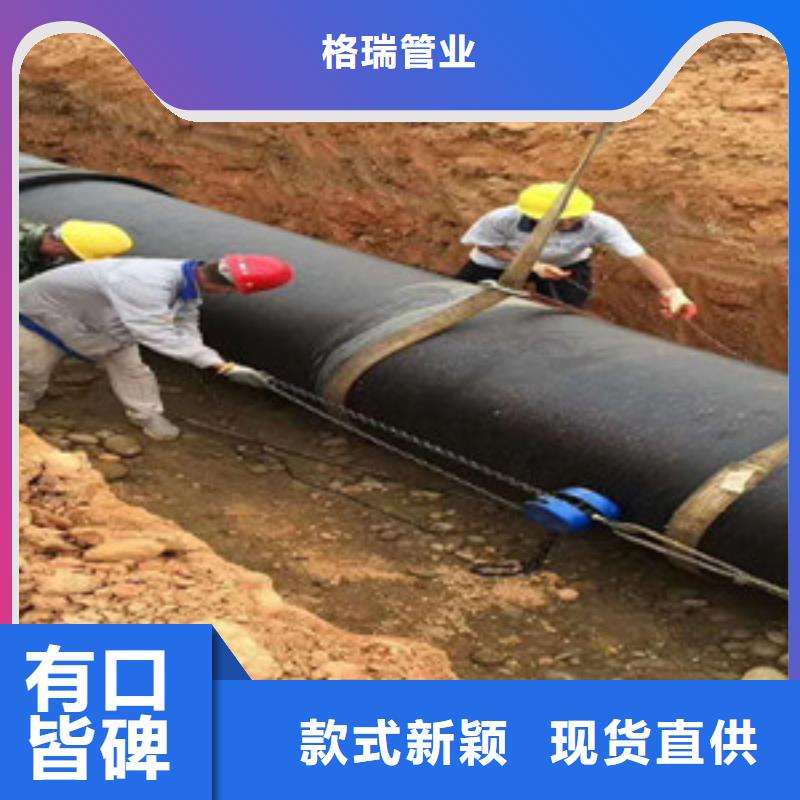
为确保泡沫容貌尺度精度与刚性,减少屡次拼接造成差错和变形的原则,大口径球墨铸铁管件的泡沫容貌一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到铸件尺度较大,在上涂料和造型时容貌将会承受到较大的作用力,泡沫容貌密度取0.022g/cm3-0.024g/cm3.浇注体系选用0.020g/cm3泡沫塑料(EPS)板材制造。如图一大口径球墨铸铁管件泡沫容貌。球墨铸铁管件首要称之为离心球墨铸铁管,它具有铁的实质、钢的功能,防腐功能优异、延展功能好,密封效果好,装置简易。在一些特殊地势, 的办法还是采用相应视点的弯头(常用承插弯头、双承弯头、双盘弯头的视点有11度、22度、45度、90度)。泡沫容貌资料采用普通的EPS发泡成型。
球墨铸铁管怎样延长其使用寿命: 首先球墨铸铁管的维护保养要从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等进行一次肉眼目测的外观检查,避免使用带病的部件。 其次保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口/胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。包底冲入法处理,方法简便但脱硫率低,效果不稳定,处理时烟尘污染环境,对咽喉有刺激性。在规模生产的球铁车间,宜将脱硫剂置于液面,采用机械搅拌法、摇包法或气动搅拌法进行脱硫。其中气动法较为简单,动力消耗少,为流行。气动脱硫装置可设于前炉上游,进行连续脱硫,亦可在炉前单包间断脱硫。气动源多为N2。球墨铸铁管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。
在熔炼方面, 采用感应电炉或冲天炉--电炉双联熔炼,特别是冲天炉--炉外脱硫--电炉保温的工艺流程能提供优质的高温低硫原铁液。在球化处理方面,现在国内外已有的方法达8种以上,国外广泛采用GF转包法和包盖法,我国也正在推广使用。此外,近年来发展的铁液过滤净化技术也已得到广泛应用,成为提高球墨铸铁质量的一种很好的措施。发展孕育技术 孕育技术推动了高强度灰铸铁的发展,并使球墨铸铁管、蠕墨铸铁的生产更趋完美。凡是经过孕育处理的铸铁,都具有石墨细化、组织均匀和壁厚敏感性小的特点。过去;对孕育技术的发展往往寄希望于开发新的孕育剂,这无疑是必要的。但近年来,孕育方法的改进,特别是迟后孕育,受到了人们的重视。因此,今后在发展孕育剂的同时,可能对孕育技术的研究将转向发展新的孕育方法。
山东聊城格瑞球墨铸铁管在实验压力下10分钟降压不大于0.05 Mpa时则实验合格.在偏转角度较大的管线处,可使用T型承套。与管接口相比,承套允许双倍的偏移角度,并且可将切下的直管拥有利用。使用K型承套可以连接断开的两段管线。
在此背景下,今年前7个月,全国钢铁去产能仅完成全年任务量的47%,大大低于预期。各个省份进度也不一,浙江等4省份率先完成全年任务;河北、球墨铸铁管实验方法。辽宁等8个省份进度在10%-35%之间;10多个省份化解钢铁过剩产能工作尚未实质性启动。其中,全国钢铁产量排名前三的河北、江苏、山东去产能的进度备受关注。李新创指出,“十三五”期间,三个省份合计计划压减粗钢产能8181万吨,占全国压减任务(以1.5亿吨计)的54.5%。因此,这三个省份产能压减进度及完成情况,直接关系到去产能目标任务能否完成。