




数控钢筋弯箍机 绕筋机如果要进行使用,为了使用中能够使用更好,也是需要做一定的准备工作的,作为山东数控弯箍机订制厂商,让小编带大家共同了解一下数控钢筋弯箍机开机前要做好哪些准备工作!
1、操作人员需要戴好安quan帽及防护手套,否则不准进入现场。
2、确认数控钢筋弯箍机周围没有其他非操作人员,以防出现意外造成难以挽回的后果。
3、为使设备具备良好的工况,开机前,应给各润滑点处加注润滑脂。
4、检查各箱体、减速机内润滑油是否充足。应使润滑油处于油标的中间偏上位置,油面过低应及时补充润滑油。
5、检查数控钢筋弯箍机各部位是否有螺丝松动现象。
6、检查气源、电源是否都已经接通,PE线接至接地点上。
7、检查各电器线路开关、检测开关等是否正常,检查各气管是否完好。
 建贸机械设备有限公司
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。
岳阳钢筋笼滚笼机_多年生产经验
建贸机械设备有限公司
建贸钢筋笼绕筋机的使用代替了原有的手工,为我国桥梁和高铁的加工研发生产提供了极大的好处,为了让你们更加熟悉这种设备,下述就让大家来看看对于它的工作原理和亮点说明。设备操作简单、人性化,单人可作业;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控制在5mm以内;配备二氧化碳保护焊,耗材损耗量少;可制作双盘筋、双主筋高要求钢筋笼产品;线作业,每班3人即能正常设产钢筋笼;套筒连接及对焊连接的主筋可以直接上设备制作;熟练工人使用设备研发生产,效率高;自动上料,降下来工人劳动强度;单段不超过12米,吊装、运输方便;零部件研发寿命长,备件更换简单快捷;全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
建贸机械设备有限公司
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。
岳阳钢筋笼滚笼机_多年生产经验
建贸机械设备有限公司
建贸钢筋笼绕筋机的使用代替了原有的手工,为我国桥梁和高铁的加工研发生产提供了极大的好处,为了让你们更加熟悉这种设备,下述就让大家来看看对于它的工作原理和亮点说明。设备操作简单、人性化,单人可作业;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控制在5mm以内;配备二氧化碳保护焊,耗材损耗量少;可制作双盘筋、双主筋高要求钢筋笼产品;线作业,每班3人即能正常设产钢筋笼;套筒连接及对焊连接的主筋可以直接上设备制作;熟练工人使用设备研发生产,效率高;自动上料,降下来工人劳动强度;单段不超过12米,吊装、运输方便;零部件研发寿命长,备件更换简单快捷;全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
 jmc1
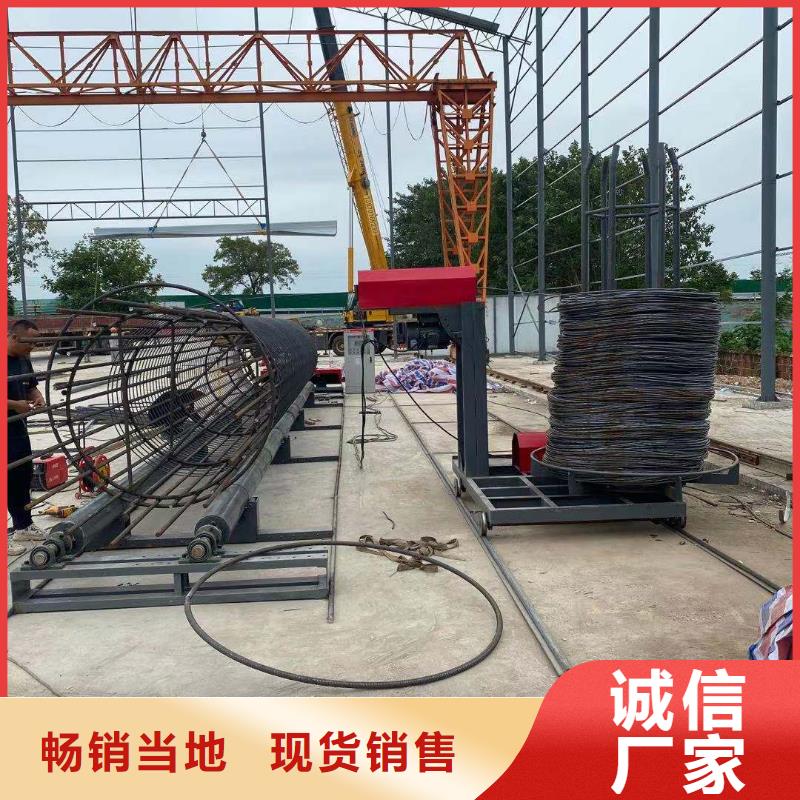
广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。钢筋笼成型机主机是采用摩擦传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。本设备通过PLC对大车、小车和调直机构进行控制,从而实现自动绕筋功能。所有工艺参数均可通过触摸屏进行输入和监控,具有灵活的特点。用户只需在触摸屏上调整好设定频率等参数,按下启动后,设备即可按照设定参数自动运行。本设备不能露天使用和存放,应放在封闭的受良好保护的工业厂房里。结构介绍全自动绕筋机按结构与功能可以分为电控系统、大车、小车、调直机构和操作台等部分。(1) 全自动绕筋机电气控制系统本控制系统采用维控PLC和触摸屏。用户可通过触摸屏对PLC控制器的数据进行采集、监控、修改等操作,以实现各种工艺要求。驱动部分采用欧瑞品牌高性能变频器,与PLC之间通过Modbus协议进行通讯。
jmc1
广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。钢筋笼成型机主机是采用摩擦传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程。本设备通过PLC对大车、小车和调直机构进行控制,从而实现自动绕筋功能。所有工艺参数均可通过触摸屏进行输入和监控,具有灵活的特点。用户只需在触摸屏上调整好设定频率等参数,按下启动后,设备即可按照设定参数自动运行。本设备不能露天使用和存放,应放在封闭的受良好保护的工业厂房里。结构介绍全自动绕筋机按结构与功能可以分为电控系统、大车、小车、调直机构和操作台等部分。(1) 全自动绕筋机电气控制系统本控制系统采用维控PLC和触摸屏。用户可通过触摸屏对PLC控制器的数据进行采集、监控、修改等操作,以实现各种工艺要求。驱动部分采用欧瑞品牌高性能变频器,与PLC之间通过Modbus协议进行通讯。
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |