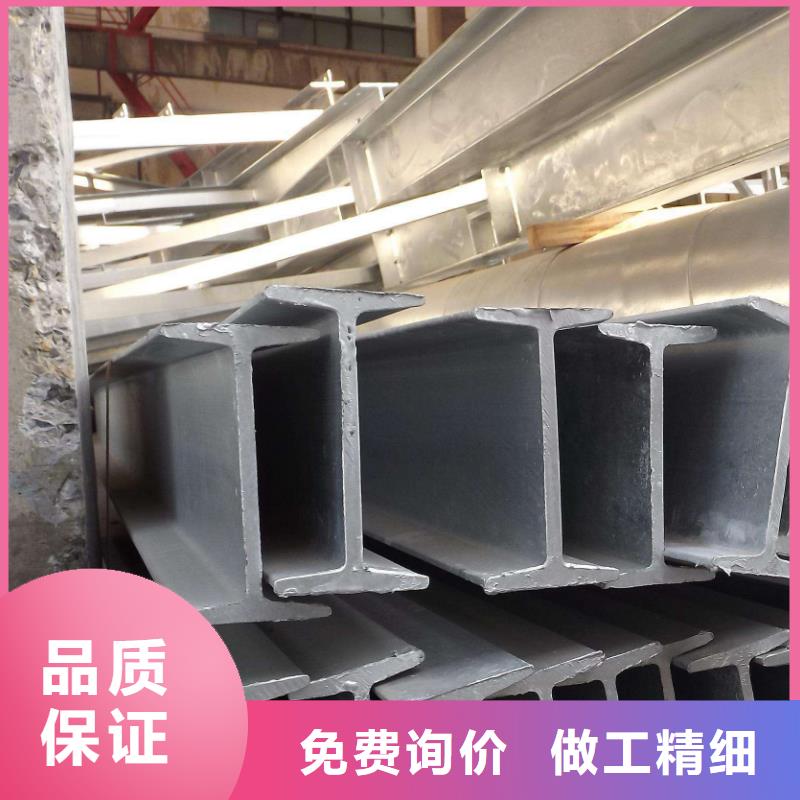

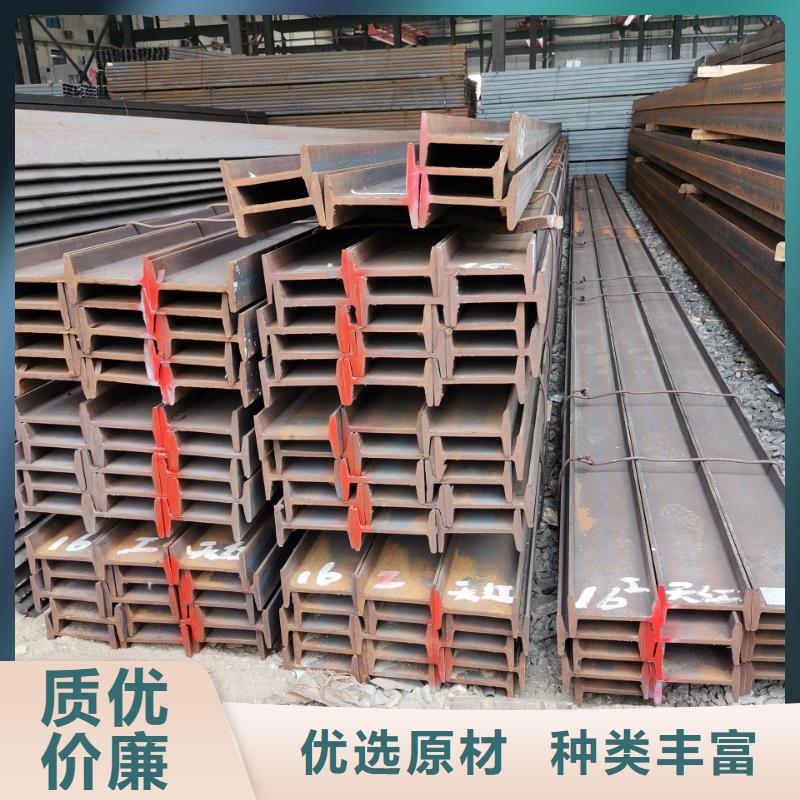
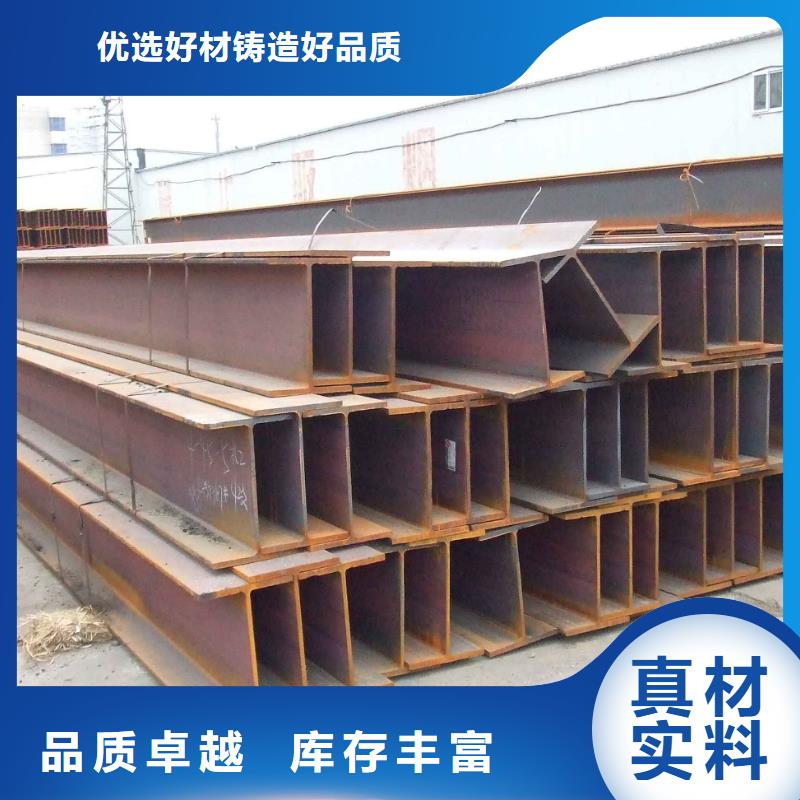




阳泉 一名钢铁 H型钢如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。然后进行相应的翻身则每道焊缝一次焊满如果板厚小于40mm焊接H型钢矫正焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于5mm.弯曲,扭曲变形采用火焰矫正,矫正温度控制在800到900且不得有过烧现象。
阳泉 一名钢铁 H型钢材质,尺寸,数量的正确性,合格后方可进行组立。在H型钢自动组立机上进行组立时,先进行翼缘板与腹板的T型组立,并进行定位焊接。然后将T型与翼缘板组立成H型。组立时翼缘板的拼接缝与腹板拼接缝应错开200mm以上。H型钢进行胎架组装时,组装用的平台和胎架应符合构件装配的精度要求,并具有足够的强度和刚度,组装前需经专职人员验收合格后才能使用。腹板编号同时检查翼缘板H型钢组立焊接H型钢在组立前应标出翼板中心线与腹板定位线焊接H型钢组立时定位焊缝严禁出现裂纹或气孔,定位焊由持相应合格证的焊工施焊,所用焊接材料与正式
阳泉 一名钢铁 H型钢应及时处理,否则太 严重的时候,刀片或者磨具可能会损坏。具体如何让切刀更加锋利,请参照方法:冷弯成型毛边处理的方法有哪些?冲孔模具的维护与保养。冲孔H型钢模具的维护与切刀模具的维护思路是一样的,当发现模具不够锋利的时候,需 要对模具进行平磨,让它更加锋利。传动机构的维护与保养。对于冷弯成型机来说,H型钢传动机构的摩擦是很严重的,这里。另外我们所说的传动机构指的是:链条,齿轮。是因为刀口已经不够锋利当查看到切口毛刺过大不合要求H型钢的时候减速机等 .这些部位在高强度长时间工作的时候,磨损速度加快,所以,我们特别要注意这些部位的润滑处理。齿轮隔半个钟左右要上一次润滑油,减速机应十天左右检查一次油量,每次添加的量应根据实际情况, 应保持油位达到三分之二的位置。
阳泉 一名钢铁 H型钢操作的时刻不足寄望,依旧或许会出列生锈的征象,那么咱们该若何正在提防养护呢? 由于工字钢在操作以前,常常显露在空气傍边,岁月长了今后,钢材便以及空气中的氧气和水份发生一系列的化学反映,出产锈迹,俗称的被腐蚀了.但由于锈迹会传染打动工字钢的操作成效,致使工字钢之间的连接出列间隙,不行正确摆放材料的位置,推延工程的速率。可是当咱们寄放久了抑或寄放在加工的过程中城市正在防锈解决工字钢属于常用钢材的一种更甚的致使工程坍塌等.所以每次操作工字钢以前,都需求正在除锈,将小的锈斑去掉防止腐蚀变大,传染打动操作成效.这么就需求采办更的除锈剂,尽管措置其外表的氧化异常.除此之外,在操作工字钢的时刻尽管将其放在干涸的际遇下,也不妨起到必需提防生锈的成效.。