
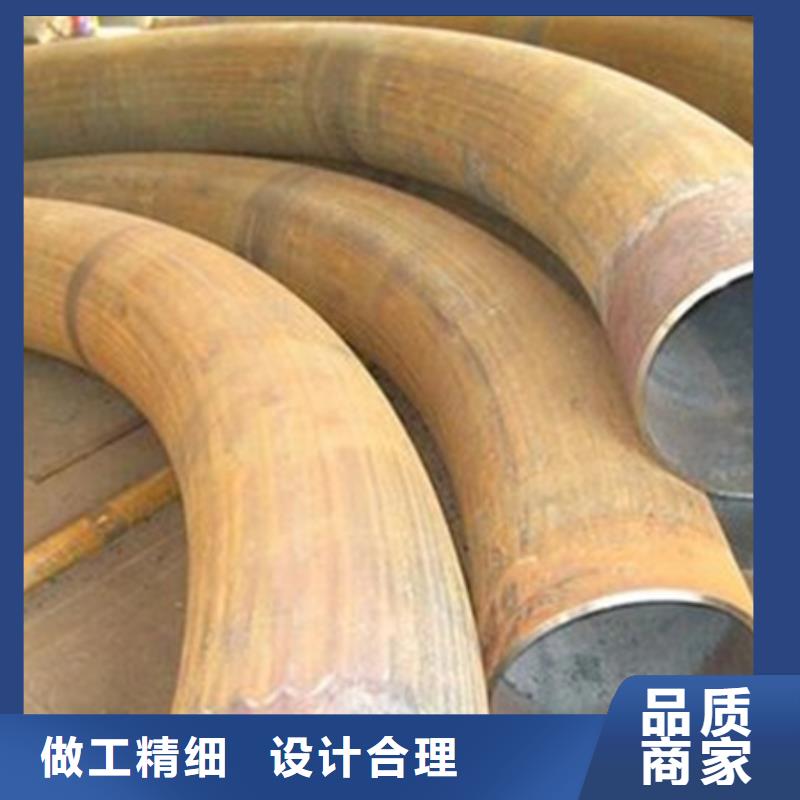



伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。
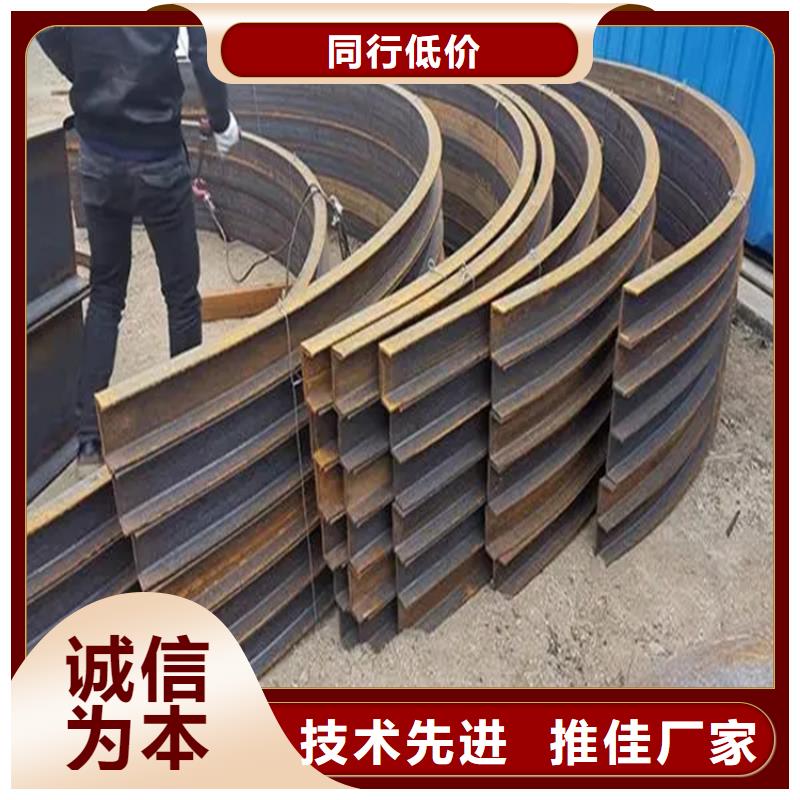
弯管机设备成形极限应都包括什么弯曲设备在使用过程中的关键是使用触摸屏幕和数控机床模块,会话实际操作,程序设置简单简单,所有新产品床结构稳定,使用时不变形,每档可设置16个弯曲视角,计算机内存可存储16组档案。弯管机俱慢速度定位服务,弯管视角稳定,重复定位精度达±0.1°,错漏信息屏幕上呈现,协助作业者立即,提供自主研发之坐标转换弯管生产加工值,软件可购买装到桌面式计算机改动计算。
弯管设备的管道弯曲与板材弯曲相同。管径为D时,纯弯曲,受外力矩M影响时,中性层两侧壁厚受拉伸应力影响,σ1、壁厚变软;受拉伸应力影响的中性层内壁厚σ壁厚增厚的作用。此外,由于F1和F2的作用,截面的形状由椭圆形变为椭圆形。若变形过多,两侧壁厚会出现裂纹,内侧壁厚会出现。
弯管机设备管道的变形程度通常取决于小弯曲半径R/D和相对较薄的T/D数据尺寸,R/D和t/D值越低,变形程度越高。变形水平必须在允许的范围内控制,以保证管道的成型质量。管件的弯曲成型极限不仅取决于材料的机械性能和弯曲方法,还取决于管道的使用要求。
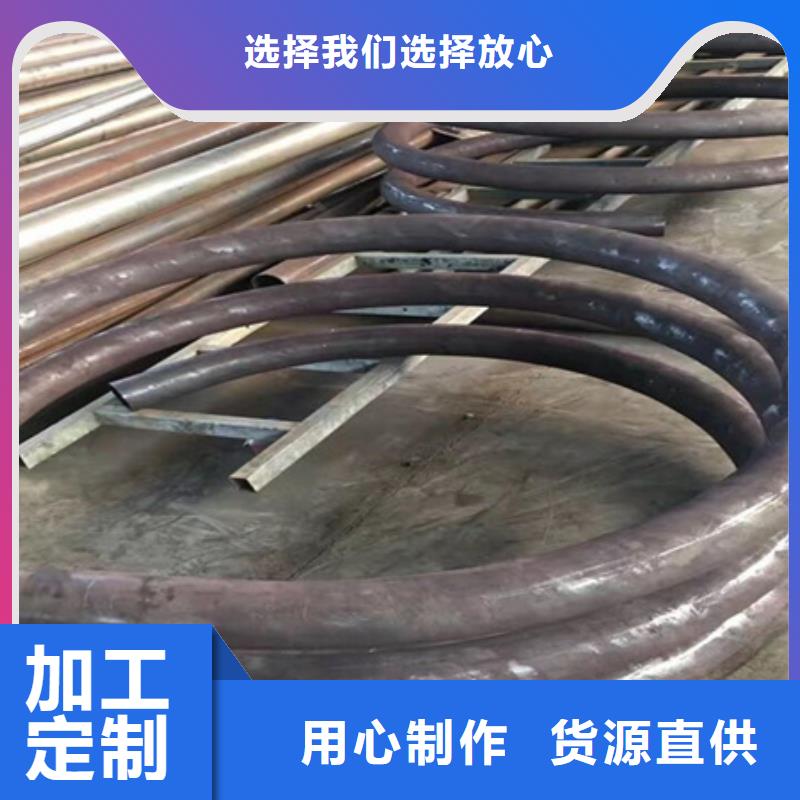
管材的成形极限一般包括以下几种具体内容:
(1)中性层两侧拉伸变形区域内zui较大的拉伸变形不超过原材料的可塑性允许值而发生破裂;
(2)中性层里侧收紧变型区域内,受径向压应力功效的薄壁结构一部分不至于超越失衡而发皱;
(3)假定管材有椭圆度的需求时,操纵其横断面发病崎变;
(4)假定管材有承担内压强强度标准时,操纵其厚度薄化的成形极限。
为什么气压表前边有一个弯管?
有时候在现场能够 见到怪异的状况,有的气压表在与主管联接时候有一个U型弯或是圆形的弯,如同那样,它是安装工人的本人秀?還是规划院在故作高深?还能否好好地的做一个气压表了。
实际上人们還是误会气压表了。
这一弯称为表弯,宣布的名字称为缓存管,具有的功效可变大,并不是没有事找麻烦耍着玩。
关键有那么好多个功效:
(1)缓存弯有热管散热的作用,针对高溫的物质而言,避免物质的高溫对气压表內部传动机构的危害,例如蒸气管道的气压表一定会设缓存弯;
(2)缓存管有缓存单脉冲工作压力的功效,单脉冲工作压力将会会对气压表的內部机械零部件导致危害,危害气压表的使用寿命。
因为在设计方案中,并并不是每一个管路都必须对气压表开展维护,因而并并不是每一个气压表前都必须气压表弯。
当然,这一弯能够 热管散热,自然也将会在冬季的情况下必须隔热保温防寒。假如这一被冻上,气压表检验的数据信息就失效了,也将会裂开导致原材料泄漏,因而不起作用的弯管也不会去设定的。
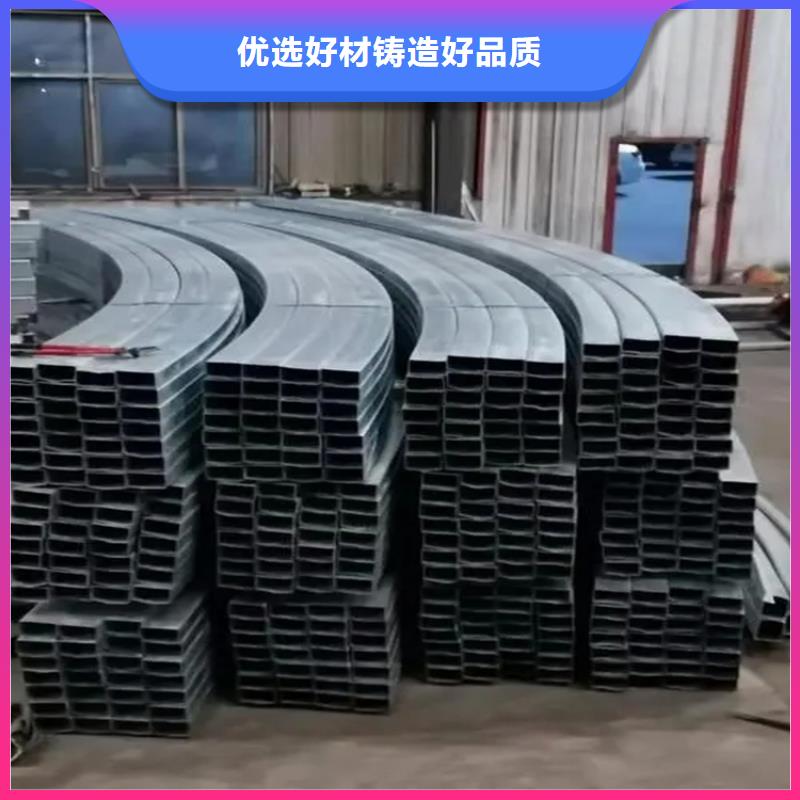
在我们的日常生活中,各种弯头商品五花八门,另外有关弯管加工技术性和水准也愈来愈,让我们的生活起居产生了十分多的便捷。但是商品在生产加工的全过程中也会出現一些小问题,例如在生产加工的全过程中出現了微裂痕,造成成形的商品出現缺点等,危害市场销售。充分考虑这一缘故,我们在开展弯管加工的全过程中,不但要选用的技术性加工工艺开展解决,另外还必须采用适度的对策加以控制。例如在商品生产加工的全过程中,假如溫度超出一定范畴得话,那麼商品的表层会出現一定水平的形变,那样商品的表层会出現许多 的细裂痕。因此在生产过程中必须有效操纵其的溫度状况。自然,往往会出現那样的难题,一方面是因为溫度不科学,另一方面的缘故是常用材料品质不合格。因此在弯管加工期内将会会出現因髙速形变会造成生产加工的机器设备出現毁坏的状况。那麼,这种裂痕是怎样产生的呢?实际上,这种裂痕的出現必须一定的标准。
