
联系我们

常年供应球墨铸铁管 DN1200-放心
更新时间:2024-11-16 06:05:42 浏览次数:1 公司名称:聊城 鹏瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 88/米 |
| 发货期限 | 1天内 |
| 供货总量 | 999999 |
| 运费说明 | 电议最低 |
| 最小起订 | 1支 |
| 质量等级 | 合格品 |
| 是否厂家 | 厂家 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鹏瑞 |
| 产品规格 | DN100-2600 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | DN100-2600 |
| 可售卖地 | 全国发货 |
| 产品重量 | 吨 |
| 产品颜色 | 黑色等 |
| 质保时间 | 1年 |
| 适用领域 | 市政工地供水排水等 |
| 是否进口 | 否 |
| 质量认证 | 国标 |





 西藏常年供应球墨铸铁管
DN1200-放心
<西藏>鹏瑞管业有限公司
西藏常年供应球墨铸铁管
DN1200-放心
<西藏>鹏瑞管业有限公司
球墨铸铁管和普通铸铁里都含有石墨单体,就是说铸铁是铁和石墨的混合体。普通铸铁中的石墨是片状存在的,石墨的强度很低,所以相当于铸铁中存在许多片状的空隙,所以普通铸铁强度比较低,较脆。石墨铸铁中的石墨是呈球状的,相当于铸铁中存在许多球状的空隙。球状空隙对铸铁强度的影响远比片状空隙小,所以球墨铸铁强度比普通铸铁强度高许多。球墨管现在应用已经比较少了,一般用于输送水、煤气等常温、低压介质,大口径管道需要制作混凝土管基,腐蚀性能比钢管好,连接处易受外力挤压而发生泄漏,价格相对较便宜。钢管,应用范围广,连接方式多,适用于大多数场合,密闭性好,适当的选材和防腐处理可大大增加抗腐蚀性能。球墨管的防腐直接关系到管道的临时的使用性和性。球墨铸铁中的石墨以球状形式存在并不影响基体材料的力学和机械性能,在中低压管网,球墨管具有运行可靠,破损率低,施工维修方便、快捷,防腐性能优异等。埋地管道承载负荷的能力是通过回填材料和基础来实现的,这对于柔性材料而言尤其如此,塑料管特别依赖于管土共同作用来弥补刚性的不足,因此,在欧洲对于塑料管道等柔性材料而言,工程安装质量的高低直接决定了管材使用的性能:在欧洲,工程安装质量一方面取决于回填和基础材料本身的质量,另一方面取决于工程公司的作业质量。这意味着由于监督和施工公司管理等因素不可避免的会带来管道质量的风险。

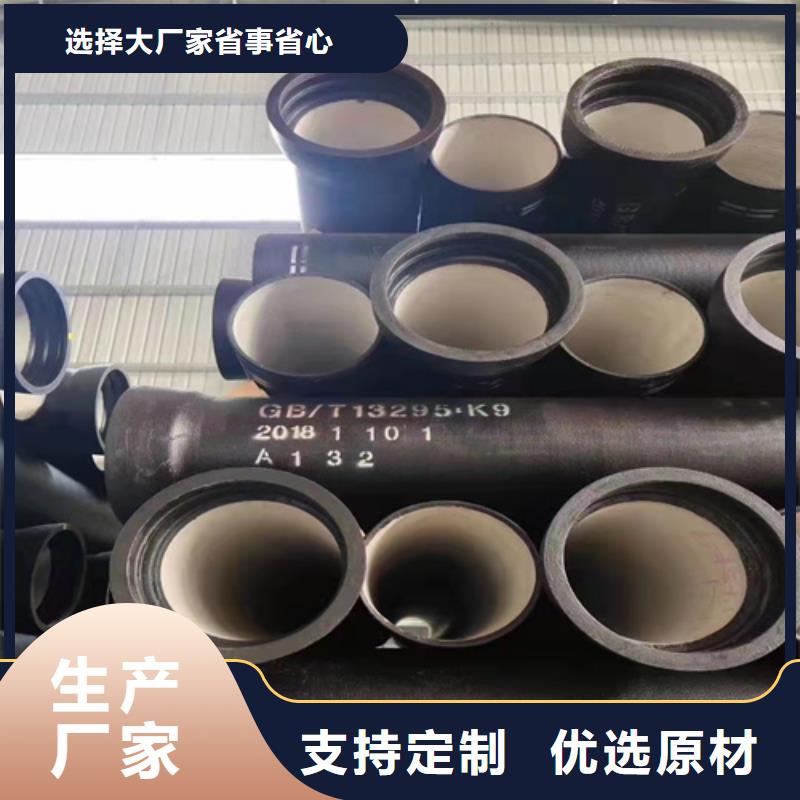
退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。 在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。优点 在中低压管网,球墨铸铁管具有运行可靠,破损率低,施工维修方便、快捷,防腐性能优异等。缺点 在高压管网,一般不使用,抗压力低。由于管体相对笨重,安装时动用机械。打压测试后出现漏水,把所有管道全部挖出,把管道吊起至能放进卡箍的高度,安装上卡箍阻止漏水


球墨铸铁管以起优异的机械性能与外在的质量,是管道供水事业的承载者,其的承压能力,可靠的密封性能,无可比拟的防腐处理和水质保证体系,使得管道供水近科完美,即使在地形复杂的盐碱地、沼泽地、高坡及沙漠等均衡的土壤下,也能出色完成供水任务 球墨铸铁管的抗拉强度及耐压性能与钢管相当,相比灰铸铁管其延伸率大大提高,具有良好的韧型;不仅克服了灰铁管易断裂的缺点,而且也避免了钢管在较大的压力下易变型的不良现象。这样,球墨铸铁管在抗震能力上效果显著,使用年限也显著延长,长达50—70年.品牌的形成主要依赖于三个要素:产品的知名度、企业的社会形象、经营者的能力和个人魅力,一个成功的品牌应该是品质与文化的有机结合。
<西藏>鹏瑞管业有限公司聊城鹏瑞管业有限公司常年销售球墨铸铁管,国标球墨铸铁管,K9球墨铸铁管,离心球墨铸铁管,球墨铸铁管件,球墨铸铁井盖等。球墨管的应用范围如今在建筑业,使用球墨管已经越来越多,由于它有耐腐蚀,使用时间长,抗压力好,基本不用维护等优点,非常受大家喜爱。城市生活用水。城市生活用水日益紧张,除饮用水外,再生水还可以用来灌溉和洗车。引水管在城市中,为了避免地下水的枯竭,铸铁管可以用来将水从湖泊输送到城市,供日常生活使用。农业灌溉。由于铸铁管的耐蚀性很好,并且具有较强的耐压性能。在农业灌溉中,铸铁管可用于任何土壤。在工业生产中。铸铁管具有良好的刚性和韧性,在使用中起着很大的作用。既能承受负荷,又能抵抗压力,输送工业材料。
球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。