
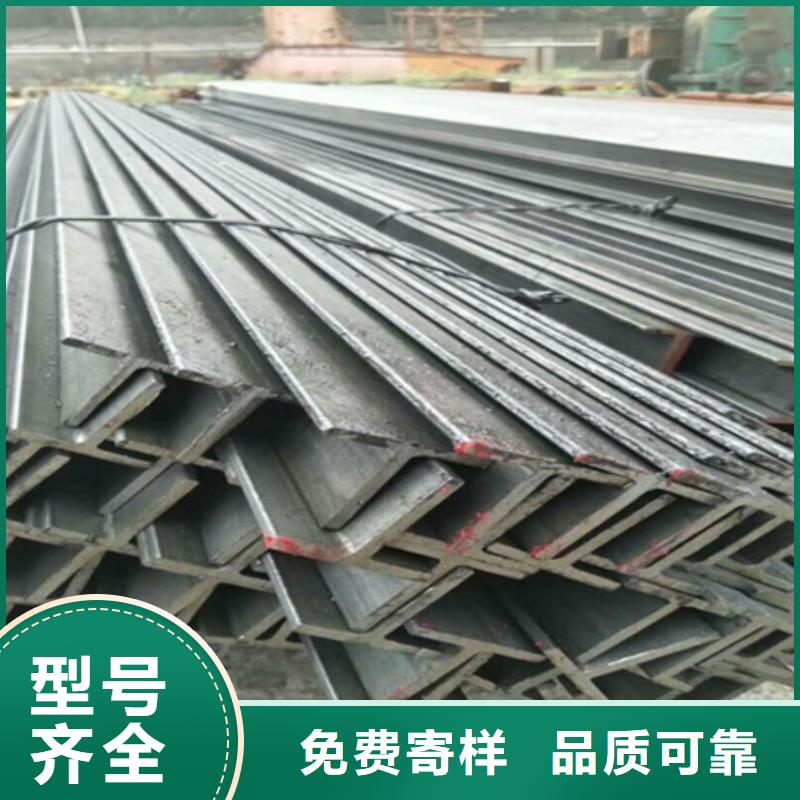







槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。
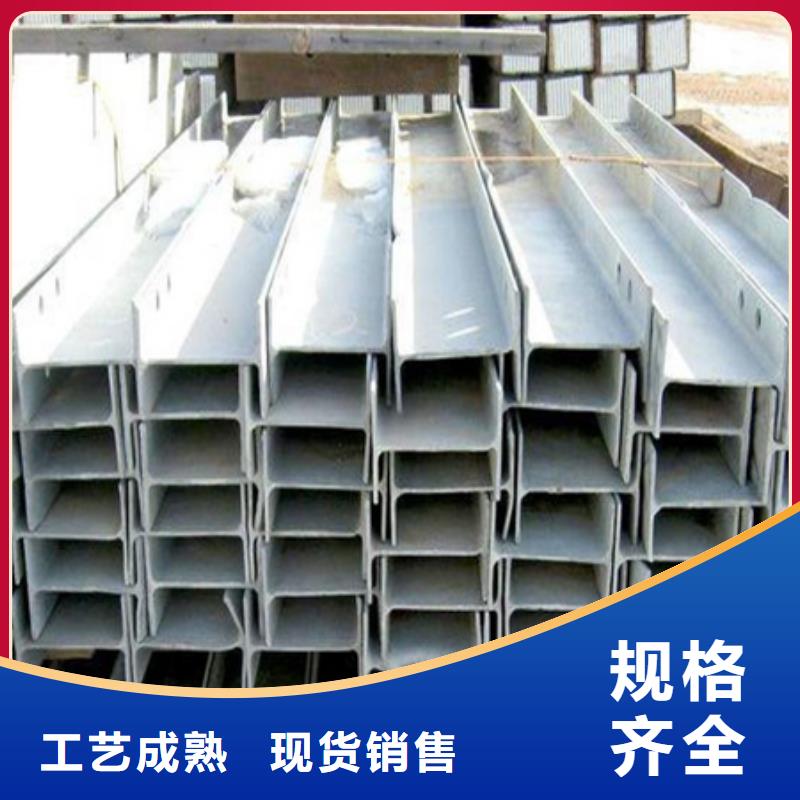
槽钢针对冷床冷却速率慢的异常在冷床区增补了水雾风机来抬高冷床区的冷却速率又在剪机前每个倍尺处增补了一组水雾喷头下降槽钢剪切部门的温度从而防止了因钢温高而造成的剪切欠缺.2、针对槽钢剪刃设计存在的异常纠合出产现实境况将剪刃设计为图2所示的式样(以100#槽钢为例).上剪刃宽度由100mm改为99mm减削上 剪刃在上下方位的空隙改进槽钢两角部的剪切品质;下剪刃两角部圆弧尺寸由R8mm改为R7mm抬高两角部的剪切重迭量改进槽钢肩部剪切品质;下剪刃上边宽度由79mm改为80mm下边宽度由97mm改为94mm使下剪刃腿端斜度小于槽钢制品孔型斜度这么在腿部剪切时腿部上、下方位上不会同时受力从而减削剪切力改进剪切品质.3、经过对各规格槽钢现实剪切品质和剪切空隙实行数据回去解析制订了每种规格的剪切空隙范例整体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm120#槽钢为0.25~0.40mm并做出厚度为0.20~1.00mm的差别垫片.每次改换剪刃时先丈量空隙再采得相应的垫片确保剪切空隙操纵在工艺条件界线内.
不锈钢槽钢,是大家平时生活中经常用到的一种材料,它在建筑、制造、装潢等领域都有着广泛的应用。今天,我们就来看看不锈钢槽钢到底有什么优势,以及为什么它如此受欢迎。首先,不锈钢槽钢具有优异的耐腐蚀性,即使长时间接触空气、水、酸、碱等物质,也不会出现锈蚀现象,不仅能够延长使用寿命,还能保持美观。其次,不锈钢槽钢强度高,耐磨性强,不易变形,适用于各种机械设备。此外,不锈钢槽钢还具有优异的韧性和弹性,可承受较大的载荷,使用寿命长。除此之外,不锈钢槽钢还有一些其他的优点。比如,它的表面光滑,易于清洁,不会滋生细菌;其次,不锈钢槽钢具有较好的加工性能,能够满足不同行业的加工需求;此外,不锈钢槽钢还具有良好的环保性能,可以循环使用,对环境没有污染。不锈钢槽钢,优异的耐腐蚀性、高强度、优异的韧性和弹性、易于加工等优点,让它成为了众多领域的材料。如果你也想使用这种材料,不妨试试不锈钢槽钢,相信它会给你带来意想不到的惊喜!
今天我们要报道的是关于304不锈钢槽钢加工。你知道吗,这种槽钢在我们的生活中应用广泛,但是它的加工却非常考验工匠的技术和经验。那么,今天我们就来一起了解一下这个加工过程中的“神秘面纱”,看看这些工匠们是如何完成这个看似简单但实则不易的任务的。首先,让我们来了解一下这个槽钢的材质——304不锈钢。这种材质的耐腐蚀性能非常好,而且强度高、塑性好、加工性能优良,是制作各种机械设备的理想材料。但是,由于它的硬度较高,加工起来却十分困难。因此,工匠们需要在加工过程中精益求精,一丝不苟,才能保证槽钢的质量。那么,加工的具体步骤是什么呢?首先,工匠们需要使用专业的加工设备,如钢板切割机、数控剪板机等,将不锈钢板切割成相应的尺寸。接下来,他们会使用槽钢成型机将切好的不锈钢板进行成型,制作出我们常见的槽钢。,工匠们会使用打磨机对槽钢进行打磨和抛光,使其表面更加光滑,提高美观度。除了技术和经验的考验,这个加工过程还需要工匠们对细节的追求。他们需要时刻保持高度的警觉,避免任何的瑕疵和不足。因为一旦出现了质量问题,这个槽钢就可能无法正常使用,甚至会对设备的造成影响。
