13361471188



联系我们

更新时间:2024-11-05 05:34:11 浏览次数:1 公司名称:聊城 格瑞管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 400/吨 |
| 发货期限 | 2天内 |
| 供货总量 | 50000 |
| 运费说明 | 汽运 |
| 最小起订 | 0.1 |
| 质量等级 | 1级 |
| 是否厂家 | 厂家 |
| 产品材质 | 碳素管 |
| 产品品牌 | 宝钢 攀钢 |
| 产品规格 | 10-536 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 10-536 |
| 可售卖地 | 全国 |
| 产品重量 | 0.19 |
| 产品颜色 | 可定制 |
| 质保时间 | 1年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 全国 |
| 是否进口 | 否 |
| 产品 酸洗钝化无缝钢管 | 产品表面 可定制 |
| 生产工艺 热轧管 | 计重方式 过磅 |
| 是否加工 可酸洗配件 | 连接方式 焊接式 |
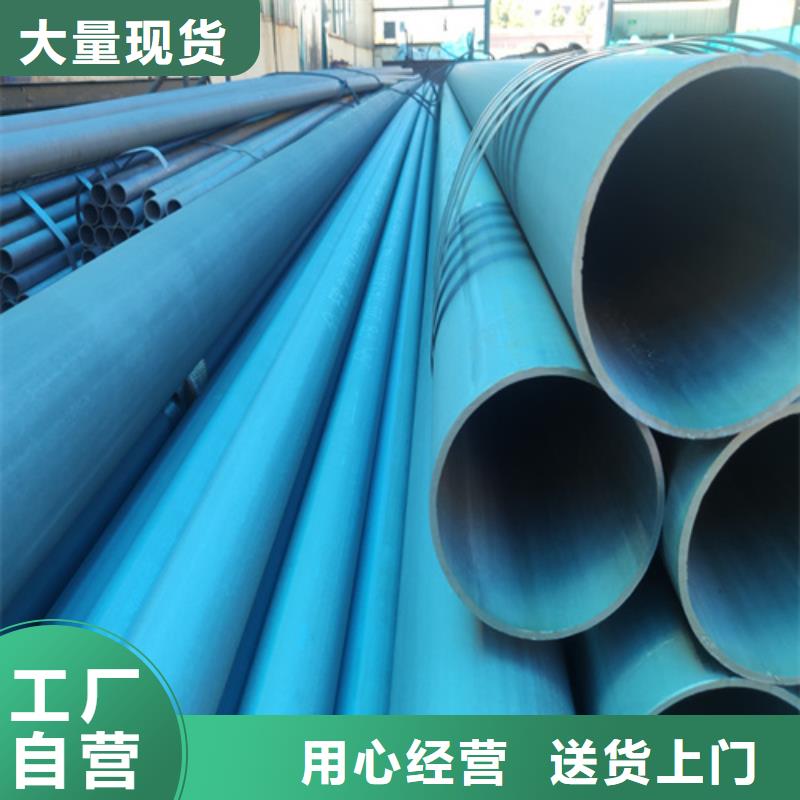





酸洗钝化无缝钢管的机理可用薄膜理论来解释,酸洗钝化无缝管的几种处理方法即认为钝化是由于金属与氧化性质作用,酸洗无缝钢管破坏的失效;而钝化是利用钝化液中的氧化性物质与金属产生氧化还原反应,酸洗无缝钢管致密的,覆盖性能良好的,牢固地吸附在金属表面上的钝化膜。这层膜成相存在,通常是氧化金属的化合物。它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质接触,从而使金属基本停止溶解形成钝态达到防腐蚀的作用。与防锈油区别钝化与防锈油主要的区别是生成产物不一样;防锈油是利用油膜封闭金属表面的气孔达到隔离与氧气接触而有效防止生锈的作用,是一种名副其实的物理反应。
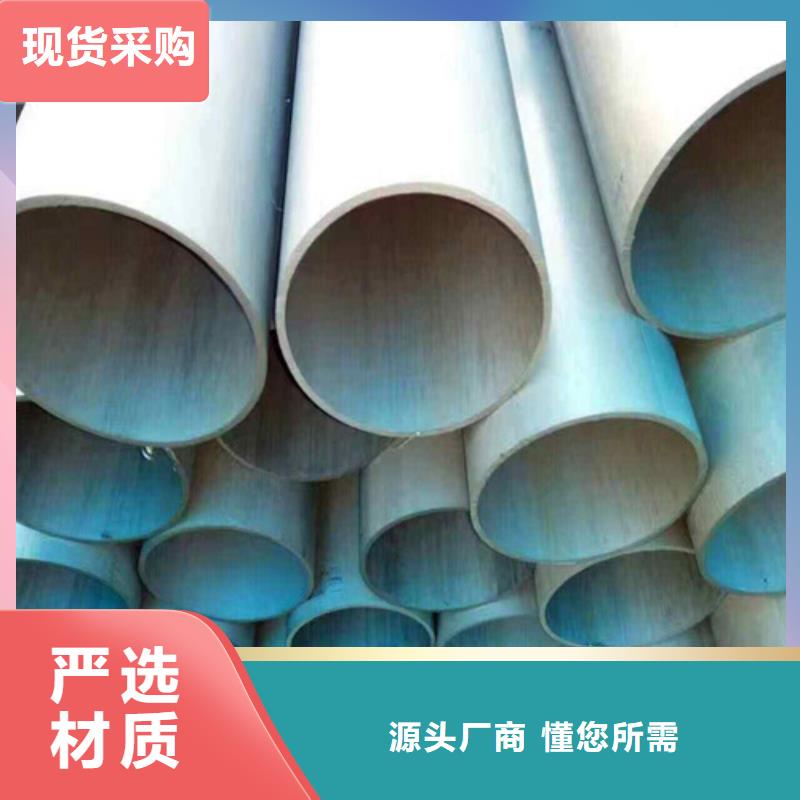
酸洗钝化无缝钢管1、酸洗工在工作前必须穿戴好劳动保护用品,在工作中认真检查工作现场有无障碍、吊带是否完好无损,确认完好后方可进行工作。2、酸洗主要采用盐酸酸洗,采用水来配制盐酸,盐酸含量为18~20%比较合适。3、酸洗工工作前首先了解酸的浓度、温度及本槽酸洗管的吨位。4、吊管时两根吊带要离开端头1.3米左右,防止吊弯钢管,造成镀锌管内漏;在往酸槽下管时,钢管要倾斜15°,先下自己站立的一端,防止喷酸伤人。5、钢管每次酸洗,重量在2~5吨为宜,时间5~15分钟。
酸洗钝化无缝钢管产量可能在2018年创下历史新高,1-11月的产量较2017年同期增长6.7%至8.5737亿吨。2018年12月未锻轧铜进口降至429000吨,较2017年同期减少4.7%,较11月亦减少4.7%。11月进口也逊于2017年同月,表明年底出现一些疲态,尽管2018全年铜进口强劲增长12.9%。铁矿石进口也看起来不那么热络,12月进口8665万吨,较去年同期增长3%,但不足以阻止2018全年下降1%,这是2010年以来首见年度下滑。这表明转向更高等级的铁矿石,以使高炉产出极大化,意味着钢厂能够不用扩大进口铁矿石就可提高产量。这个数字也不算疲软,但同样也没有透露出2019年的可能趋势。12月份煤炭表现看来相当疲软,进口量从2017年同月下降55%至1023万吨。但这完全是受到政策的驱动,北京当局施压交易商要求他们限制进口,因为不想让2018年煤炭进口总量超过2017年。
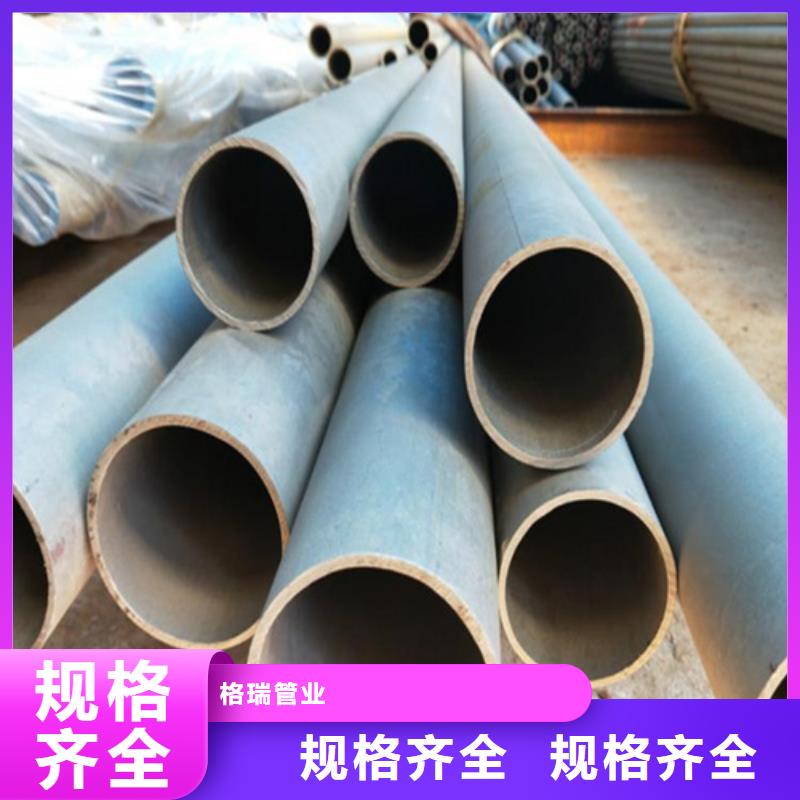
酸洗钝化磷化无缝管 槽式酸洗工艺流程及配方(1)脱脂。脱脂液配方为:(NaOH)=9%~10%;(Na3PO4)=3%;(NaHCO3)=1.3%;(Na2SO3 )=2%;其余为水。操作工艺要求为:液体温度70~80℃,浸泡4h。(2)水冲。压力为0.8MPa的洁净水冲干净。(3)酸洗。酸洗液配方为:HCl为13%~14%;缓蚀剂为1%;其余为水。操作工艺要求为:常温浸泡1.5~2h。(4)水冲。用压力为0.8MPa的洁净水冲干净。酸洗钝化无缝钢管(5)二次酸洗。酸洗液配方同上。操作工艺要求为:常温浸泡5min。(6)中和。中和液配方为:NH4OH稀释至pH值为10~11的溶液。操作工艺要求为:常温浸泡2min。(7)钝化。钝化液配方为:钝化剂为8%~10%;NH4OH为2%;其余为水。操作工艺要求为:常温浸泡5min。(8)水冲。用压力为0.8MPa的净化水冲净为止。酸洗钝化无缝钢管(9)快速干燥。用蒸汽、过热蒸汽或热风吹干(10)封管口。用塑料管堵或多层塑料布捆扎牢固。如按以上方法处理的管子,管内清洁、管壁光亮,可保持2个月左右不锈蚀;若保存好,还可以延长时间