



本机由机械工作部分与电器控制部分组成:1、机械部分主要由:主驱动系统、拉筋系统、电极系统、液压拖网系统。1)主驱动系统由主驱动变频调速电机,驱动主机转动,实现环筋在纵筋上的缠绕,以完成环筋的缠绕过程,咸阳钢筋笼绕筋机同时向焊接控制系统传输焊接信号。2)拉筋系统牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。3)电极系统气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。4)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。5)焊接控制主回路系统:主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
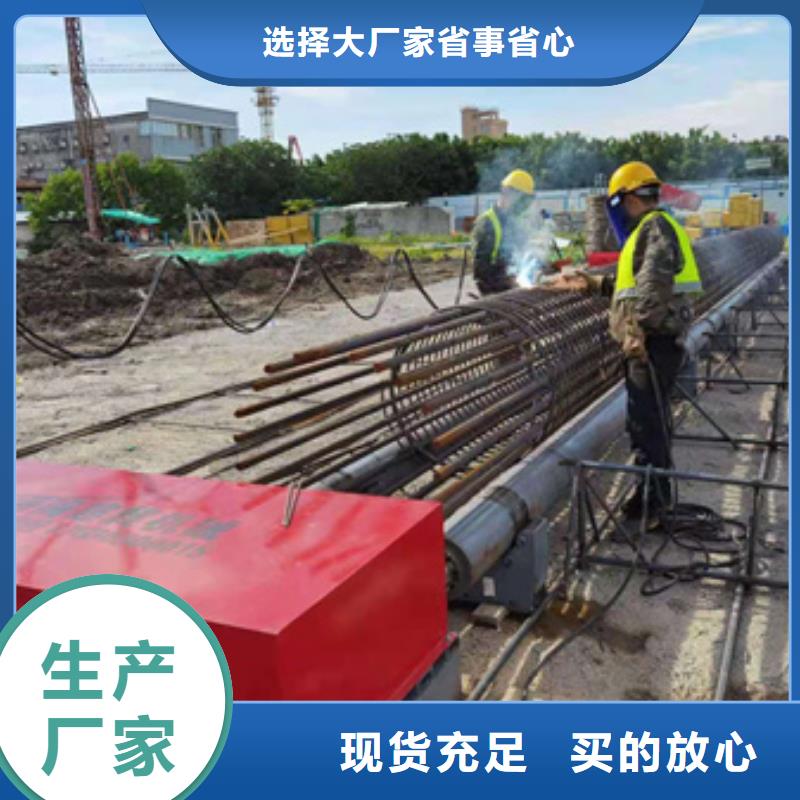
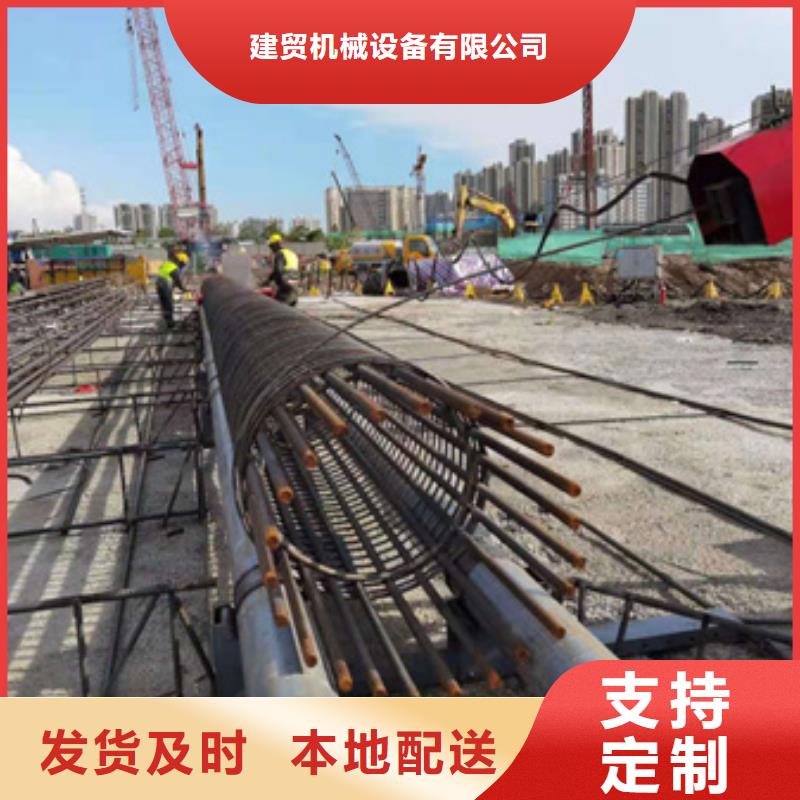
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达移动盘导管,并经过电动工具将主筋固定在移动盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及移动盘同步旋转且移动盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行调整)前进,同时进行焊接,从而生产出成品钢筋笼。引进 欧洲技术,钢筋笼直径误差可控制在1cm内;1米长度的钢筋笼盘筋间距误差可控制在5mm内;生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、盘筋间距均匀,焊点饱满、牢固,可实现监理免检。?> 采用ABB、Panasonic等进口电控元器件,确保设备运行稳定;钢筋笼绕筋机

河南昂纳机械有限公司是一家集工程机械、建筑机械、橡胶配件研发、制造、销售于一体的专业化生产企业,主要产品有喷浆机、注浆机、弯拱机、镦粗机、套丝机、喷浆管、注浆管、钢丝风管、橡胶板等。经过多年的发展,在行业领域已处于地位。产品遍布各地,高质量的产品和完善的技术服务于煤炭、矿山、铁路、公路、水利、水电、桥涵、冶金、化工等个行业领域。 我们始终坚持“诚信,共赢,用户导向”的精神,以及“以质量求生存,以创新求发展”的经营理念,“讲诚信,重质量”的宗旨,竭诚为广大客户提供优质服务!
钢筋笼绕筋机

切割时要保证断料的长度准确性直径12mm以下的可用人工切割;直径40mm以下的钢筋可用机械切割。
控制误差应根据图纸和配料单所表示的规格、尺寸控制在规定范围之内。钢筋笼绕筋机
5.钢筋笼焊接制作
施焊前,钢筋的装配与定位应符合下列要求:
首先采用帮条焊时间隙应为2.5mm;采用搭接焊应保证两钢筋的轴线在同一直线上,不得错开搭接焊;帮条与主筋之间用四点定位焊固定,搭接焊时两点固定,定位焊缝应离帮条或搭接端部20mm以上。
施焊时引弧应在帮条或搭接钢筋的一端开始,收弧应在帮条或搭接钢筋端头上,弧坑应填满。多层施焊时, 层焊缝应有足够的熔深。主焊缝与定位焊缝,特别是在定位焊缝的始终端,应熔合良好。
 咸阳钢筋笼成型机全国走货-河南建贸机械
<咸阳>建贸机械设备有限公司
咸阳钢筋笼成型机全国走货-河南建贸机械
<咸阳>建贸机械设备有限公司
注意用电观察检查用电设施的绝缘情况;接通电源旋转“控制电源”开关至指示灯亮;
经常检查电极铜块磨损腐蚀和导电性能情况;恶设备性能并能熟练操作,做好设备例保工作;工作前应检查各部位螺性紧固和台车行走限位开关严格按操作程序精心操作,检查确认电压和气压是否正常应根据钢筋笼直径选定电极配筋板,台车夹具及调整支架的高度;+工作结東,切断电源、气源,擦洗机设备并给润)部位加油,做好环境卫生工作。
我公司是一家研发生产自动化数控钢筋加工设备的大型工程装备企业。公司主要供应:钢筋笼滚焊机数控钢筋笼滚焊机等工程设备。钢筋笼绕筋机
