



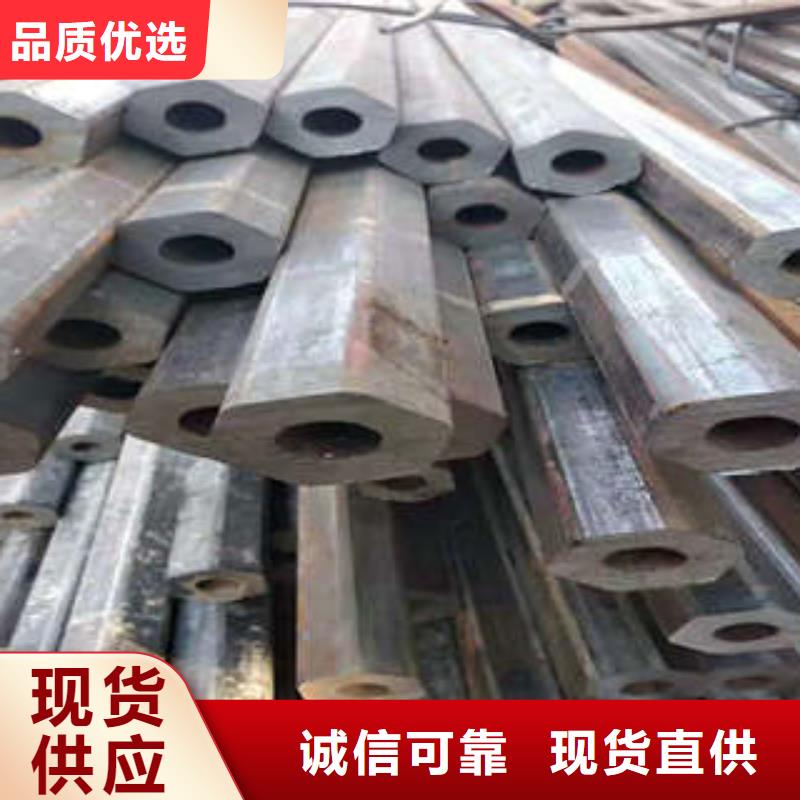
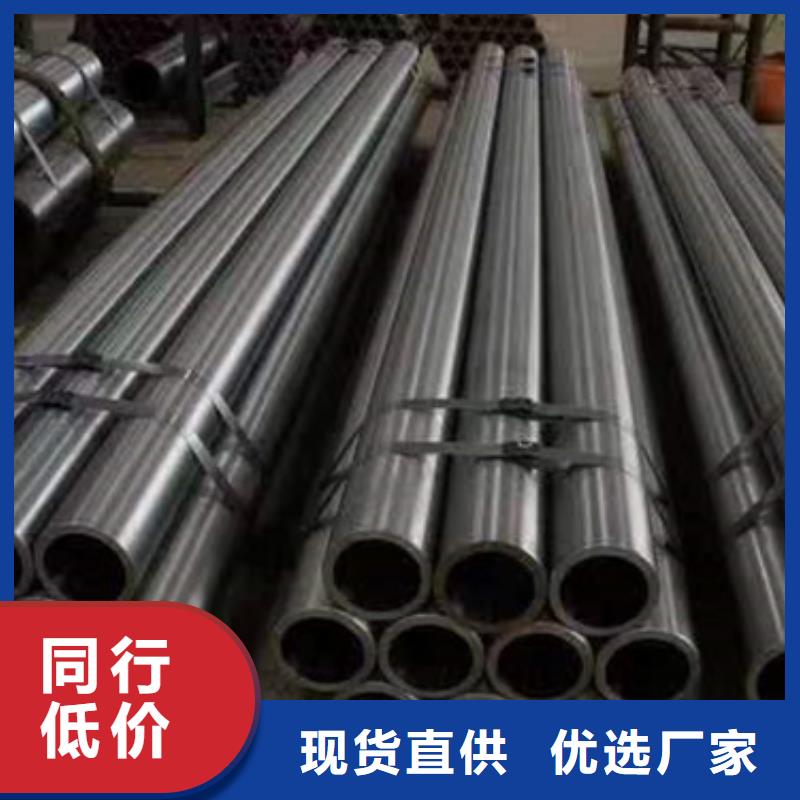



与之相反.当芯棒表面被磨损局部形成凸棱状时,就会使小精密无缝钢管内表面形成与芯棒凸棱相对凹槽。另外掉肉芯棒与毛管内表面产生相对滑动时,也会使毛管内表面被划凹槽,而且凹槽程度非常严重。除氧化剂与氧化铁皮反生成熔液渣粘接在芯棒表面、也会导致小精密无缝钢管内孔表面划伤缺陷产生一定深度划道。 焊缝工艺精密光亮管重要表现基础在两个相邻节点之间没有两个关节点,管道长度大于800毫米。焊管精密光亮管焊接式当通过检验,取得认可部门颁发资质。精密光亮管对接焊缝是钢结构工程施工验收规范中一级焊缝,外观检验是以一级质量标准为基础。 超声检查为,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。 衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。


经过<香港>双信钢管有限公司多年的努力,现公司拥有一批高素质的研发团队,和技术服务团队,被认定为香港高新技术企业,我们坚持以质量为生命,香港无缝方管市场为导向,诚信为本的理念,永远把客户的利益和需求放在首位,且在国内外市场上有一定的认知度,同时也获得行业内人士和客户一致的认可,同时欢迎各界朋友同我公司进行广泛的技术交流与合作。

