


文字再美,也抵不过视频中的【钢管,母线铝排多家仓库发货】产品真实呈现,赶快点击观看吧!
以下是:【钢管,母线铝排多家仓库发货】的图文介绍
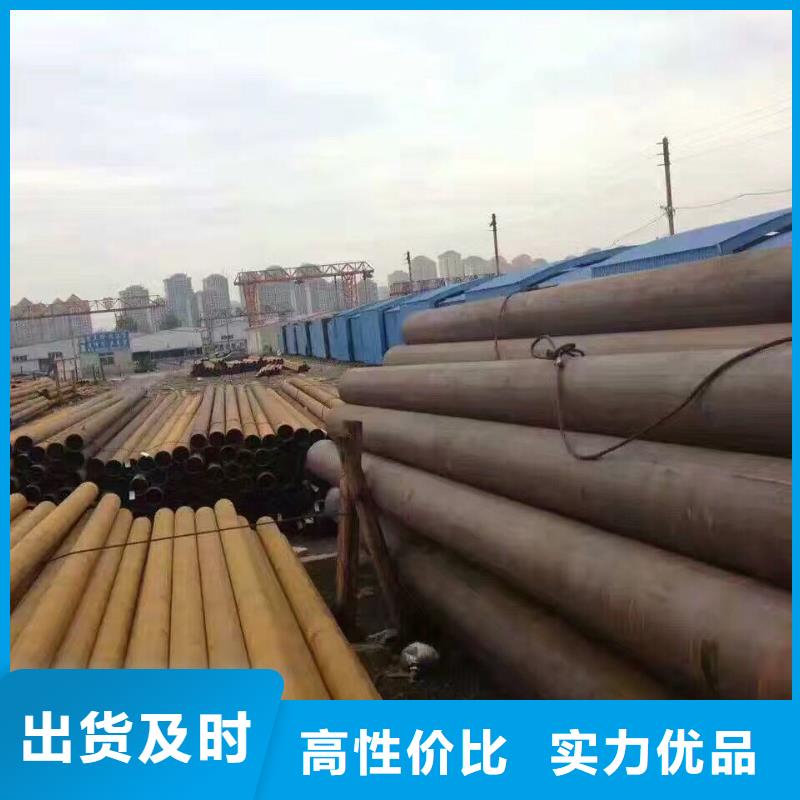
仓库充裕,诚信商家,发货及时,速度快。本公司产品都通过各部门]严格质检,产品没有质量问题方可发货。完整科学的质量管理体系,
实力和产品质量获得业界的信赖,欢迎各界朋友莅临参观、指导和业务洽谈。


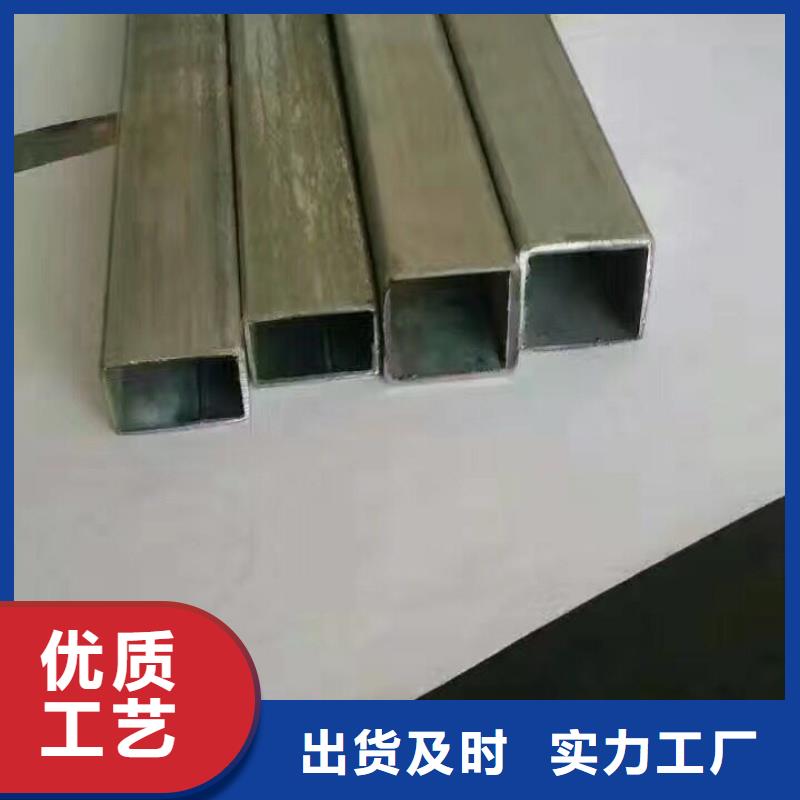
内方孔如何去毛刺问题是个老大难问题,方管与异型管壹般都是用圆管来制成的,圆管一般都是直缝电阻焊管所以内毛刺一般都是在直缝焊管生产线上在线去内焊疤装置去除的。
为解决客户加工生产难题,研究开发了一次过孔双面倒角去毛刺去毛刺机,有效解决了客户内孔倒角去毛刺的难题,并提高了加工效率。一次成型倒角去毛刺机(内外孔去毛刺倒角去毛刺机)是一款为批量加工环境而设计的专业倒角去毛刺机,独有的一体式旋转体去毛刺机设计,使其不仅可以一次成型多面倒角和毛刺,在有效解决孔内端无法倒角的难题的同时将加工产生的碎屑更加方便的落下。
不会造成因工具堵塞而延误工效的情况,只需简单的一步工序,即使是任何工具或方式都够不到的位置,它效率高,倒孔一致性好。
为解决客户加工生产难题,研究开发了一次过孔双面倒角去毛刺去毛刺机,有效解决了客户内孔倒角去毛刺的难题,并提高了加工效率。一次成型倒角去毛刺机(内外孔去毛刺倒角去毛刺机)是一款为批量加工环境而设计的专业倒角去毛刺机,独有的一体式旋转体去毛刺机设计,使其不仅可以一次成型多面倒角和毛刺,在有效解决孔内端无法倒角的难题的同时将加工产生的碎屑更加方便的落下。
不会造成因工具堵塞而延误工效的情况,只需简单的一步工序,即使是任何工具或方式都够不到的位置,它效率高,倒孔一致性好。



要改善方矩管铸坯内部裂纹问题,我们应从以下三点着手:
一、 形变量: 形变量越大,对铸坯连铸连轧越有利,但同时导致铸坯产生内裂纹的危险性增大。对于不同的冶金条件,如何确保不产生内裂纹的情况下 限度提高生产率、获得 的 变形量等问题有待深入研究解决。
二、压下量的分配。铸坯距离结晶器近的区段其凝壳较薄,在相同的变形率条件下,允许的压下量可以较大,且由于坯壳的温度较高,对于抑制应变和应力的积累较有利,因此在液芯压下的前期应采用较大的压缩速率。在液芯压下的后期,由于凝壳厚,凝固前沿的应变较大,同时由于铸坯温度降低,对于抑制应变和应力的积累不利,所以应采用较小的压缩速率。
三、单辊压下量。对带液芯的铸坯来说,由于温度很高,方矩管坯壳强度低,特别是在坯壳的凝固前沿处的强度和塑性都很低。在这个区域内很容易因坯壳受力变形而在枝晶间的切口处形成裂纹。当这些裂纹被残余的钢液充填后,由于偏析的作用会增加晶界的脆性,使裂纹继续扩展,终在铸坯中形成内裂。因此带液芯的铸坯在二冷区运行过程中应尽量避免发生较大的变形,将变形限制在允许的范围内。
一、 形变量: 形变量越大,对铸坯连铸连轧越有利,但同时导致铸坯产生内裂纹的危险性增大。对于不同的冶金条件,如何确保不产生内裂纹的情况下 限度提高生产率、获得 的 变形量等问题有待深入研究解决。
二、压下量的分配。铸坯距离结晶器近的区段其凝壳较薄,在相同的变形率条件下,允许的压下量可以较大,且由于坯壳的温度较高,对于抑制应变和应力的积累较有利,因此在液芯压下的前期应采用较大的压缩速率。在液芯压下的后期,由于凝壳厚,凝固前沿的应变较大,同时由于铸坯温度降低,对于抑制应变和应力的积累不利,所以应采用较小的压缩速率。
三、单辊压下量。对带液芯的铸坯来说,由于温度很高,方矩管坯壳强度低,特别是在坯壳的凝固前沿处的强度和塑性都很低。在这个区域内很容易因坯壳受力变形而在枝晶间的切口处形成裂纹。当这些裂纹被残余的钢液充填后,由于偏析的作用会增加晶界的脆性,使裂纹继续扩展,终在铸坯中形成内裂。因此带液芯的铸坯在二冷区运行过程中应尽量避免发生较大的变形,将变形限制在允许的范围内。



