
<襄阳>鹏瑞管业有限公司
襄阳c30球墨铸铁管价格合理


球墨铸铁管与钢管的连接有两种方法: (1)DN300以下的采用机械接口配件进行连接; (2)采用钢制双套进行连接、接口形式为油麻膨胀水泥接口(一般在DN300以上使用,DN300以下较少用)。在施工过程中我们发现:如采用机械接口形式,在压力较高的区域经常会出现配件被水冲跑而漏水;如采用油麻膨胀水泥接口,一方面劳动强度比较大,同时水泥接口为刚性接口,在沟槽基础较差、回填质量稍差及外加荷载较大的的情况下经常会出现接口损坏的情况,而且采用水泥接口也相应延长了工期。针对这种情况,我们经过研究和试验总结出了一种较为实用的方法——钢制标准管转换法。这样不仅减少了劳动强度、加快了施工进度,同时也提高了试压成功一次的可能性和供水的可靠性。 曲线铺管 在管道安装中经常有曲线铺管但弧度不大的情况,此时应先进行直线拉管等管子安装到位后再进行弯转,在安装过程中须在弧的外侧用小木将已铺好的管子撑稳,以免位移。上一篇: 球墨铸铁管的防腐处理办法
 襄阳c30球墨铸铁管价格合理
襄阳c30球墨铸铁管价格合理
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。
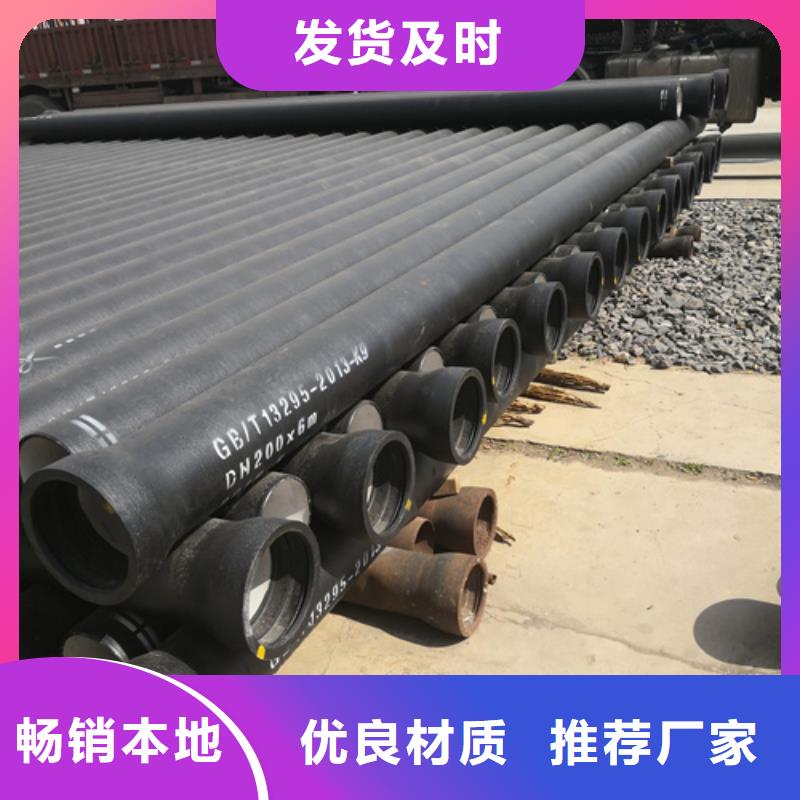
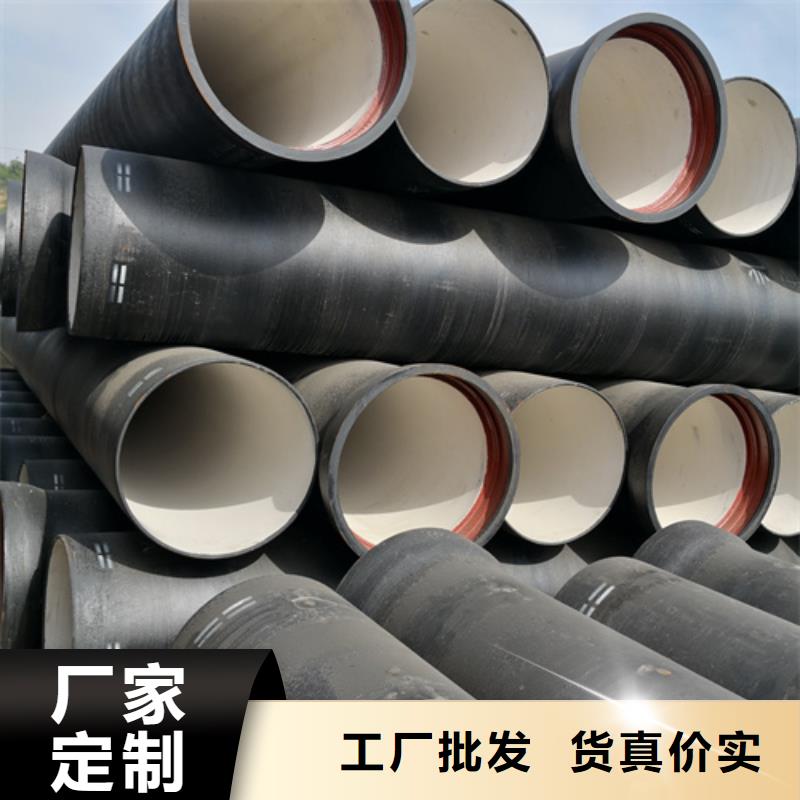
山东鹏瑞球墨铸铁管执行GB/T13295-2013规范 K8K9K10的球墨铸铁管都是国标,品级纷歧样。K9是国标,K10是非凡要求定制的,K8就是国标下差的壁厚等。良多作坊级其余厂产物,如K9标长6.15M,K8的是6M,壁厚从DN100的开端,都薄上一点。对于国内市场来讲,咱国内自来水公司,消防工程一般选择球墨铸铁管是要求K9级别的,在使用当中,一般打压没有问题,因为这是球墨铸铁管厂对使用单位的保证,翔铭铸管针对每一根出厂的管子 ,都做好防腐,以及水压试验,将合格的产品送给工程,让工程无后顾之忧,我们公司的球墨铸铁管在市场中有着决定的优势。严格控制好质量这一关是我们格瑞人所必备的,对于这些产品来说,我们应该熟悉市场需求的,这样才能够起到主导的作用。我们翔铭铸管公司对出厂的每一根管都进行严格的打压试验,用秀的产品来让客户满意,让工程放心,欢迎广大朋友们到我们公司参观考察。
<襄阳>鹏瑞管业有限公司低压铸造所用的铸型,有金属型和非金属型两类。金属型多用于大批、大量生产的有色金属铸件,非金属铸型多用于单件小批量生产,如砂型,石墨型,陶瓷型和熔模型壳等都可用于低压铸造,而生产中采用较多的还是砂型。但低压铸造用砂型的造型材料的透气性和强度应比重力浇注时高,型腔中的气体,全靠排气道和砂粒孔隙排出。 铸件组织致密,机械性能高; 提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%。离心浇注球墨铸铁管积极推行企业人、财、物和供、产、销等组织管理的科学化、精细化,积极创新商业模式等。要特别注重加强财务核算,优化资源配置,实现利润较大化。球墨铸铁管是铸铁管的一种。