服务热线:13734465888

更新时间:2025-01-08 11:36:02 浏览次数:8 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 5 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 碳钢 合金钢 |
| 质量 | 保质保量 |
| 价格 | 面议 |
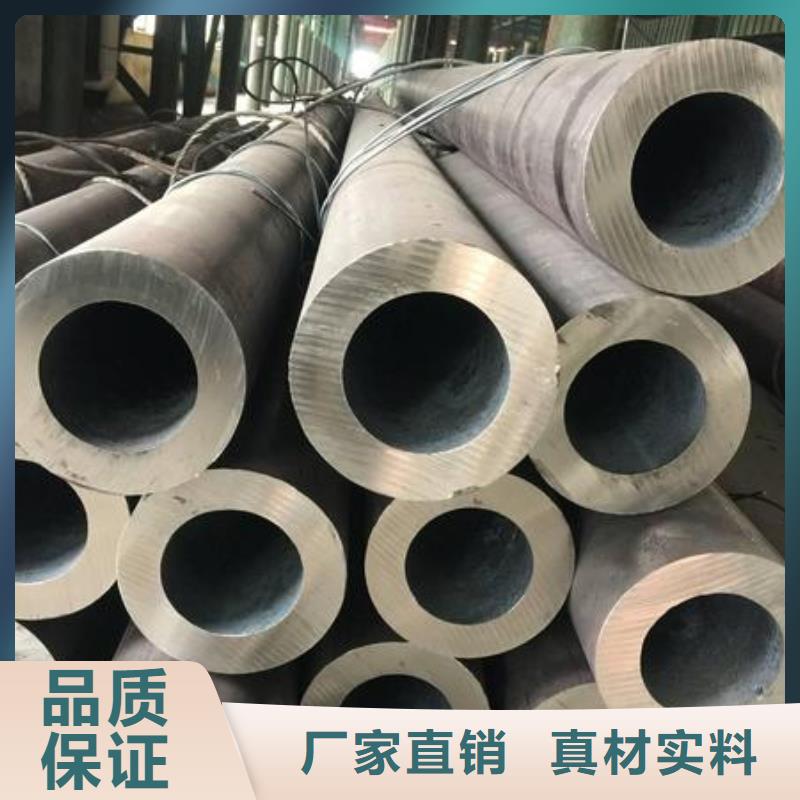
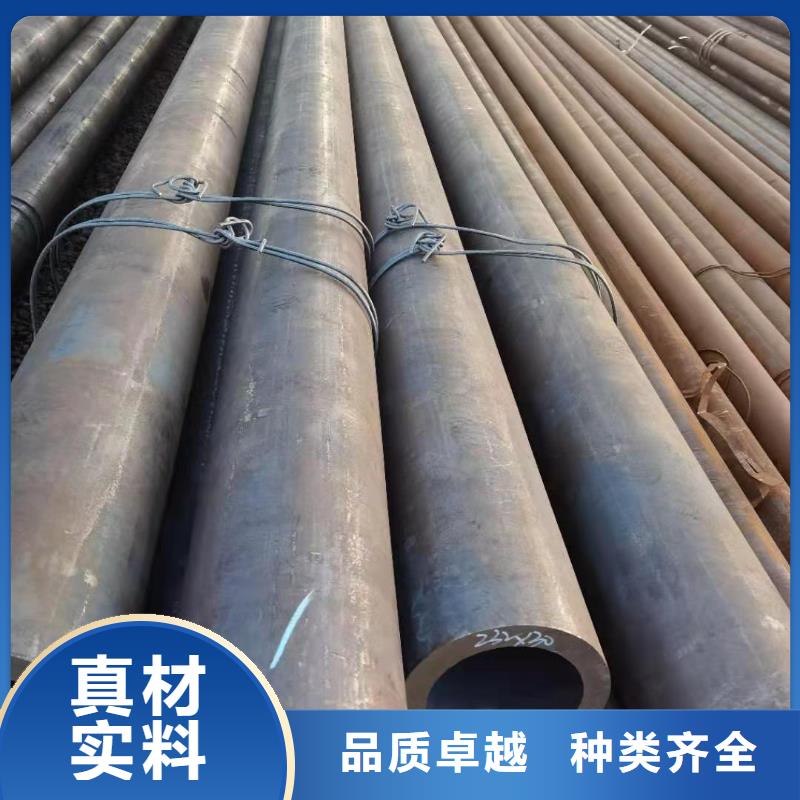
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |



为了防止氧化铁皮的生成以及无缝管的脱破或增碳,有时把无无缝管装在密闭器中进行热处理,或者在通有保护气体的热处理炉及真空热处理炉中进行热处理。热处理后无缝管表面无氧化层,光亮,故称为光亮热处理。
公司自创办以来,在经营过程中循序渐进、发展壮大,树立“诚为本,誉兴业”的经营理念,遵循诚经营、规范管理的原则,不断为客户提供服务,赢得了广大客户的一致好评。同时公司与钢铁生产厂家建立了产、供、销的良好关系,在共建双赢的基础上实现了优势互补,互惠互利。随着不断发展,公司业务范围扩大到烟台、青州、威海、青岛、江苏、浙江、河北、河南等地,在激烈的竞争中赢得了一定的市场份额。
展望未来,我们将继续以市场为导向,以质量促发展,以效益求生存,加大业务拓展力度,以诚挚的服务满足广大客户。
首先原料进行备料时,无缝管之间应面对面或者背对背进行摆放,另外还要注意刀具的磨损情况,以及是否有毛刺等。其
次厚壁无缝钢管进行切割加工时,应首先确认无缝管是否有划伤现象,以便检查来料质量。如有划伤,应退回,不能进行加工。
再次无缝管进行弯曲时,要先查看一下上下模以及板料上是否有杂质或者异物,如有则不能进行弯曲操作,以防压伤无缝管。
还有就是对无缝管进行焊接时,焊接工作台应保持干净平整,没有任何异物,如有应及时掉。


厚壁无缝钢管的规格型号在热变形钢管厂是有限定的。依据客户的需求,研发出热变形无缝钢管。热变形直缝钢管的规格型和型规格是随意的。他们般是依据顾客的必须好的。热变形无缝钢管是一种相对密度低,可折叠性强的热变形无缝钢管。(无缝管)可以称为热变形管。一种可以用以学生根据横轧或拉拨扩张以及管道直径热扩无缝钢管
厚壁无缝钢管是锥模胀管技术性、大数字中频感应炉技术性和液压机技术相结合的物质。技术性有效,耗能低,建设投资少,产品品质好,原料、产品型号齐备,制造灵便变化多端,资金投入少。大批量适应能力替代了无缝钢管制造行业式的拉拨扩径性。因为大口径钢管的供货**近急需解决,热变形无缝钢管已变成处理大口径钢管紧缺的关键商品来源于。减轻大口径钢管进行销售产品市场紧俏的局势
做为冶炼厂轧管主线任务的拓宽,他选用了“中频感应加热、液压机促进”的扩管加工工艺。热扩无缝钢管在燃气管路、建筑结构构造、石油大学化工生产设备等制造技术行业,凭着规格不同型号齐备、品质提供优质、供货便捷、质优价廉等优点,遭受到了业内的五星好评。热扩无缝钢管广泛运用于、化工厂、工程建筑、食品类、工业控制系统、、核电厂、燃气设计生产制造、运送及深海勘查等行业。



金海金属材料有限公司主营: 陕西西安20G高压锅炉管设计、销售、施工团队一体化服务。公司的诚信、实力获得 陕西西安20G高压锅炉管业界用户的认可。期待各界朋友莅临参观、指导和业务洽谈我们将以新的机制、新的起点, 陕西西安20G高压锅炉管的研究和开发,努力提高公司的素质,增强市场竞争能力。公司一贯在平等互利的基础上同客户建立长期友好的贸易关系, 诚挚期待您的来电、增进友谊,洽谈业务。


超声波探伤技术领域,特别是一种采用超声波探伤技术对大口径厚壁钢管纵向内壁缺陷检测的方法。
大口径厚壁无缝钢管是近年来随着超临界锅炉和超超临界锅炉的研发投产而大量使用的,如何保证厚壁管内表面质量,一直成为困扰钢管探伤、锅炉制造两大行业的一大难题。目前国内外对大口径厚壁钢管的超声波探伤主要采用两种方法,一是对内壁缺陷采用纯横波探伤,但样管上的人工内伤需加深,从而造成对内壁缺陷的检测要求降低;二是对内壁缺陷采用变型横波探伤,但由于采用变型横波探伤存在诸多技术问题,目前国内外还处在理论探讨和实践摸索过程中。
发明内容
本发明的目的是克服现有技术的上述不足而提供一种采用超声波变型横波探伤对大口径厚壁钢管纵向内壁缺陷检测的方法,尤其是对壁厚外径比大于0.2大口径厚壁钢管纵向内壁缺陷检测的方法。
本发明的技术方案是:一种超声波探伤大口径厚壁钢管纵向内壁缺陷的方法,它是利用有机玻璃楔块作测量介质,在样管上调整好超声波探伤仪的扫查灵敏度,然后再以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格,其具体操作步骤如下:
A、将有机玻璃楔块放在样管上,再将超声波探伤仪的探头放在有机玻璃楔块上,然后打开超声波探伤仪,调整超声波探伤仪的探头发出的超声波声束的入射角a1,超声波声束的入射角a1为15o~25o。
B、旋转移动样管,探头在样管上扫查,当探头扫查到样管上的人工缺陷时,超声波探伤仪上显示样管上的人工缺陷波形。
C、微调超声波声束的入射角a1,使样管上的人工缺陷的波高达到******,然后调整超声波探伤仪的增益值,使样管上的人工缺陷的波高在超声波探伤仪示波器满屏的40%~60%之间,再移动波高在超声波探伤仪上的报警闸门,使样管上的人工缺陷的波形处于报警闸门中间,并使报警闸门高度和样管上的人工缺陷的波高相同,此时报警闸门高度就是探伤阈值,超声波探伤仪的增益值就是探伤灵敏度。然后提高探伤灵敏度,自动探伤提高2~3分贝,手动探伤提高6分贝,此时超声波探伤仪的增益值就是扫查灵敏度。
D、样管调试完成后,移走样管,将待检测的产品钢管移送至检测位置,以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格。