






对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
球墨铸铁管用低支架进行铺设的时候,要是出现夸公铁路的时候,需要使用竖向的II形管道进行铺设,还有就是N形的这个可以做补偿器使用,需要根据铺设的环境进行选择,从 的程度上减少开始,同时还需要有弹簧支架和放气的装置。液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜),如果铸件收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度极限时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。
挤压工模具的材质应能承受工作时在高压下温度的急剧变化,周期性的加热到高温,随后又快速地冷却和负荷冲击性下降的工况条件。
我们采用糙率系数n对不同管道的水力学性能进行对比分析。在过流量、管道坡度一定的情况下,糙率系数n越大,相应的管道直径也越大。不同类型管道的糙率系数见下表。球墨铸铁管价格往往由于工模具的结构考虑得不够周密,以及全套工模具装配不当,导致工模具过早损坏,从而将大大增加产品的成本。尤其是挤压不锈钢和高镍合金的管材和型材时,无论是温度制度方面,还是在坯料形变时的应力承受方面,挤压工模具的工况条件都是其严酷的,具体来说(1)挤压工模具不同的工况条件对其材质、热处理以及结构形状都提出了不同的要求。
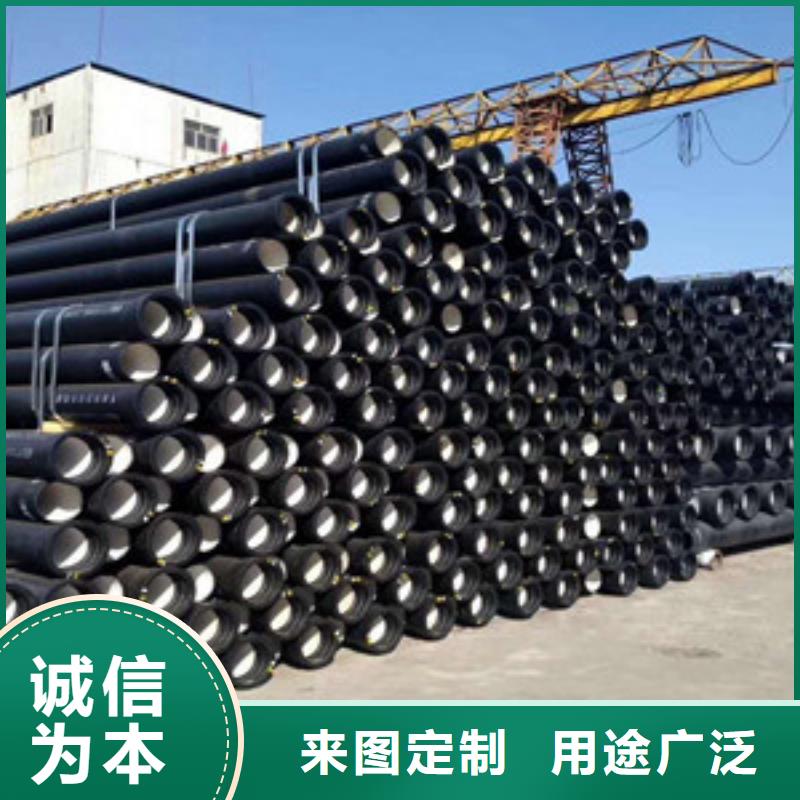
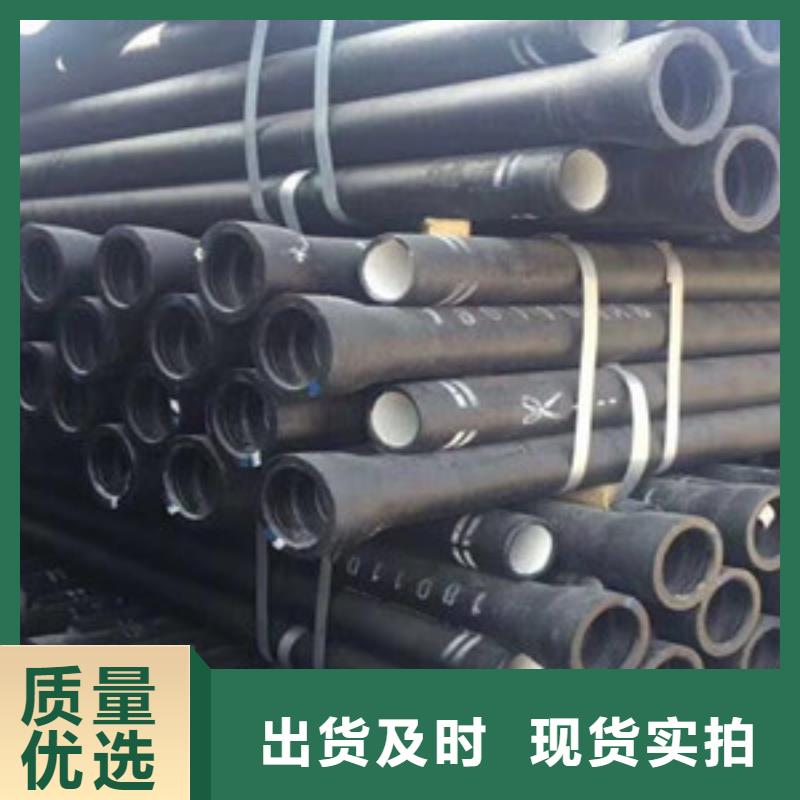
球墨铸铁管对行业发展有重大影响的钢铁企业重组。通过破局性钢铁企业重组,产生鲶鱼效应,推动其他钢铁企业重组,同时破局性钢铁企业重组也能够在政策实践、改革突破等方面趟出路子。宝钢武钢的重组有望为后续钢铁企业的兼并重组起到示范和引领作用。主要为保障管道运行,球墨铸铁管具有以下作用:球墨铸铁管补偿吸收管道轴向、横向、角向热变形;球墨铸铁管水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。山东聊城格瑞球墨铸铁管热膜铸造工艺的球墨管一般为单支长度8米,球墨铸铁管采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。 李新创指出,要推动对市场格局有重大改变作用、吸收设备振动,减少设备振动对管道的影响;吸收地震、地陷对管道的变形量。 
