



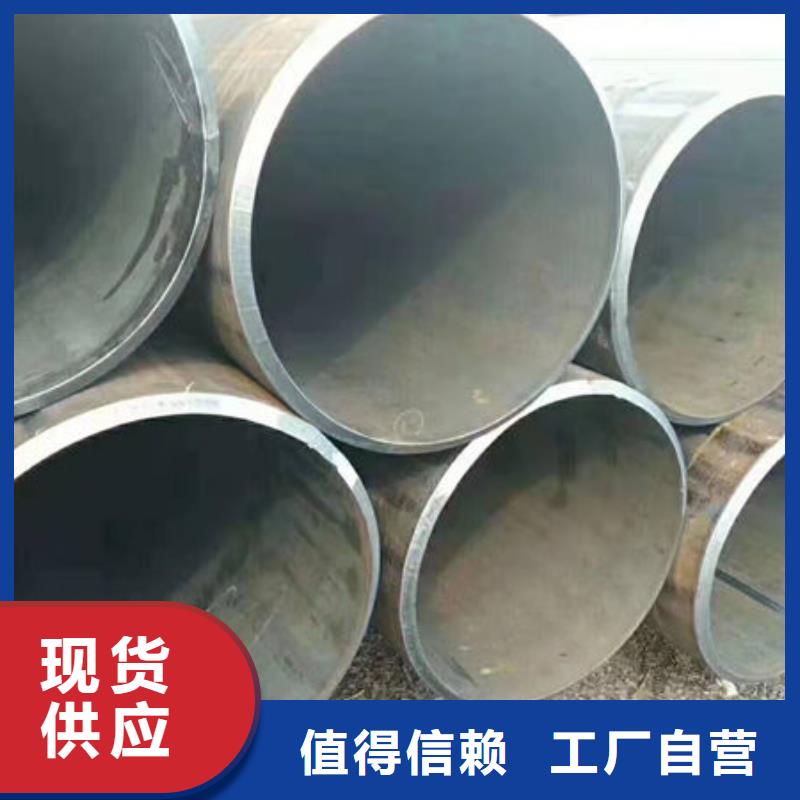


无缝钢管是怎样生产出来的?无缝钢管是一种经济型钢材,在国民经济中占有十分重要的地位。广泛应用于石油、化工、锅炉、电站、船舶、机械制造、汽车、航空、航天、能源、地质、建筑、军工等部门。热轧无缝钢管一般在自动轧管机上生产。检查并表面缺陷后,将实心管坯钢材切割成所需长度,以管坯穿孔端端面为中心,然后送入加热炉加热,在穿孔机上穿孔。在穿孔过程中,它不断旋转和前进。在轧辊和堵头的作用下,管坯内部逐渐形成一个空腔,称为粗管。然后送至自动轧管机继续轧制。,壁厚由整机调整,直径由浆纱机确定,以满足规范要求。采用连续轧管机生产热轧无缝钢管是一种先进的生产方法。
16mn无缝钢管的含合金总量<3%,含碳量为0.1%-0.25%,在合金钢中属于低合金无缝钢管。但是因为其猛含量较高,主要应用在一些延伸性能大,抗压性能强的领域,是一种低合金高强度的16mn低合金无缝钢管。性能16mn低合金无缝钢管的综合性能好,低温性能好,泠冲压性能,焊接性能和可切削性能好。外径生产范围从6至120mm壁厚从0.6至20mm内可根据客户要求定制各尺寸和各形状的16mn无缝钢管。标准16mn低合金无缝钢材采用GB8162《结构用无缝钢管》,此标准适用于一般结构机械结构;GB8163《输送流体用无缝钢管》,此标准适用于输送流体的一般无缝钢管。
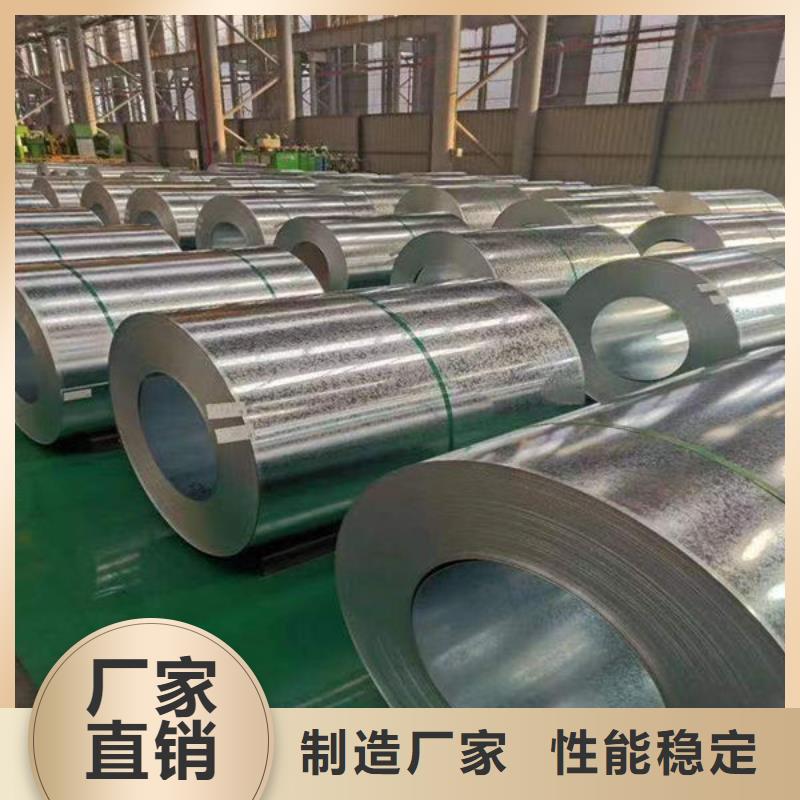
直缝钢管的生产工艺较为简单,主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢管;直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径直缝钢管的工业生产中,采用了T形焊接技术,即一小部分直缝钢管钢材被对接连接,以满足工程所需的长度;T形直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
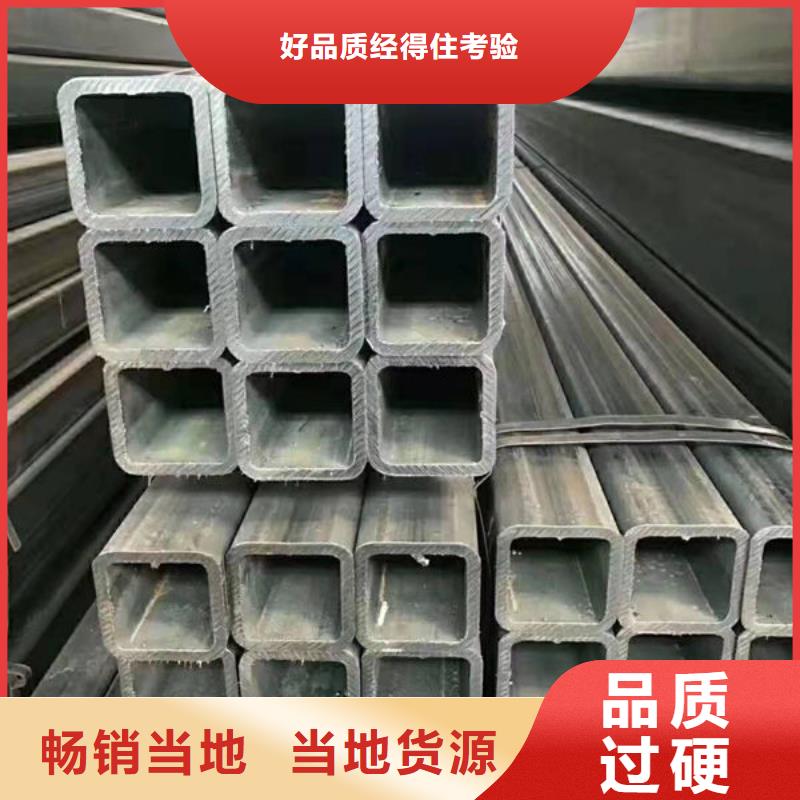
H型钢材属于经济裁面型钢材(其它还有冷弯薄壁型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字钢的是H型钢的翼缘进行了加宽,而且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理,型号齐全,便于设计选用。在结构设计中选用工字钢材应依据其力学性能,化学性能,可焊性能,结构尺寸等选择合理的工字钢进行使用。普通工字钢,轻型工字钢,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,这就使其在应用范围上有着很大的局限。工字钢的使用应依据设计图纸的要求进行选用。
