



Q345厚壁无缝管
Q345厚壁无缝管
输送用无缝钢管;锅炉用无缝钢管;锅炉用高压无缝钢管;化肥设备用高压无缝钢管;地质砖探用无缝钢管;石油砖探用无缝钢管;石油裂化用无缝钢管;船舶用无缝钢管;冷拔冷轧精密无缝钢管;各种合金管。 无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢等多种用途。厚壁无缝钢管的材质分为10#、20#、35#、45#、20Cr、40Cr、42CrMo、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo等。 厚壁无缝钢管分类——热轧厚壁无缝钢管、冷轧厚壁无缝钢管、冷拔厚壁无缝钢管、挤压厚壁无缝钢管、顶管 钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 厚壁无缝管不锈钢理论重量计算公式:(外径-壁厚)×壁厚×0.02491=KG/M(每米的重量) 厚壁无缝管合金钢理论重量计算公式:(外径-壁厚)×壁厚×0.02486=KG/M(每米的重量) [1]


厚壁无缝钢管价格继续趋弱运行,部分钢厂资源售价再度下跌10元/吨,另有个别商家成交时还可以给予额外的议价空间。明日又是周五,许多商家即将陆续离市,预计市场主流价格继续弱势盘整。
随着春节的到来,北方各地工程基本停工,后期需求也难有好的表现,近一段时间,行情一直疲软,商家心态也较为悲观谨慎,临近农历新年,部分商家开始盘库清点工作,市场操作意愿更加趋弱,且本周初钢厚壁无缝钢管坯价格持续下跌,成本支撑减弱,市场悲观心态渐浓,型材价格跟跌,商家备货积极性低,市场成交并不理想,型材价格偏弱运行为主。
本周市场价格震荡走弱,市场反映的态度冷淡,成交较上周明显萎缩,商家出货积极。在资金压力以及经营风险较大的背景下,春节之前,商家备货量十分有限;不过,当前冷轧价格已经处在较低水平,超跌反弹的预期依然强烈,预计冷轧价格弱势盘整的可能性较大。



厚壁无缝钢管的生产率一直是大家更为关心的难题。冷轧管机的生产率便是冷扎厚壁无缝钢管机的钟头生产量生产量A、一般用上式开展测算冷轧管机的钟头.
从上式得知,厚壁无缝钢管机生产量的 个有效途径便是轧管机的速率。要想轧管速率,务必******处理轧管机声卡机架的惯性力矩和惯性力扭距的均衡方式及实际构造,每个零部件的抗压强度和弯曲刚度及其润化、制冷、使用期等难题。
增加送进量,和拉伸强度人是轧管机生产量的又一合理的对策。因此,选用环状板孔块是理想化的解决方案,它既有益于延长声卡机架行程安排又但是多地轧辊的直徑。
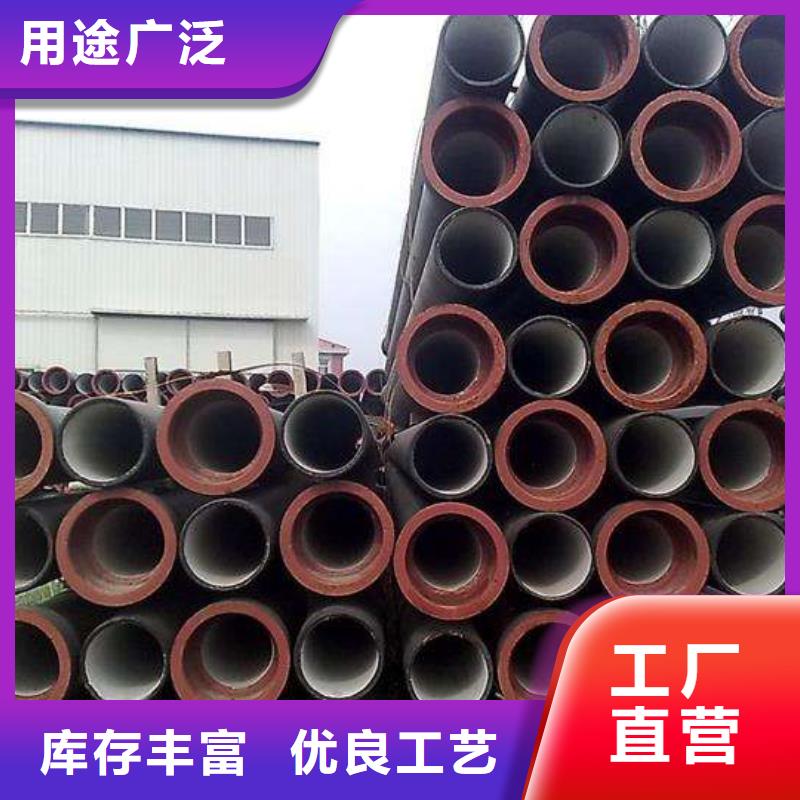
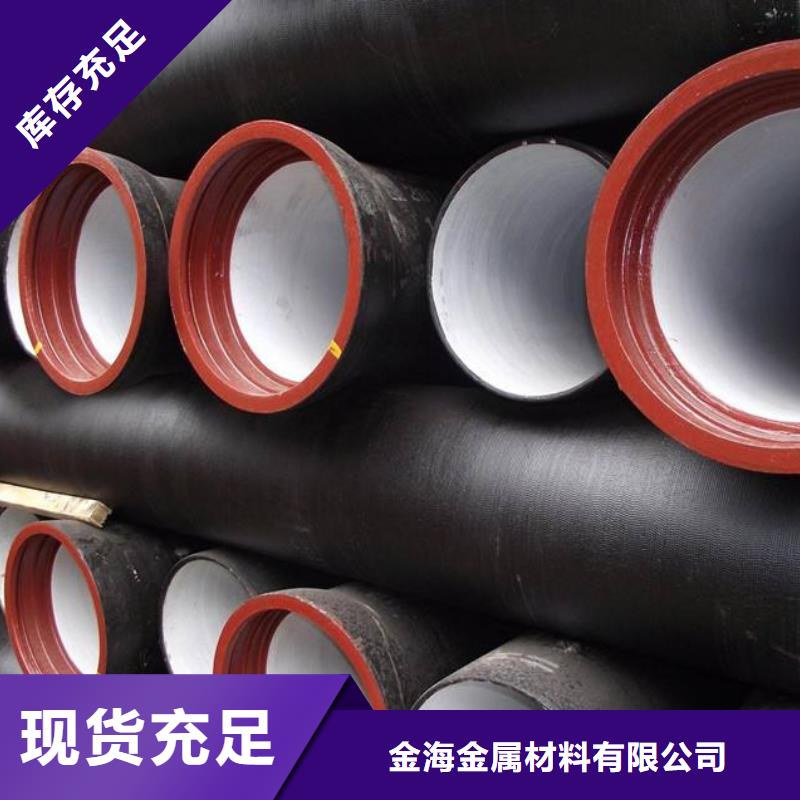
厚壁无缝钢管规范:合金管具备空心横截面,很多作为运输流体力学的管路,如运输原油、燃气、液化气、水及一些固态原材料的管路等。厚壁无缝钢管与园钢等实芯不锈钢板材对比,在抗弯强度抗扭抗压强度同样时,净重比较轻,合金钢管是一种经济发展横截面不锈钢板材,普遍用以生产制造零部件和机械零件,如原油钻具、传动轴、自行车车架及其建筑工程施工选用的钢钢管脚手架等。
用合金钢管生产制造环状零件,可原材料使用率,简单化生产制造工艺流程,节省原材料和生产加工综合工时,如滚柱轴承套圈、液压千斤顶套等,现阶段已普遍用无缝钢管来生产制造。厚壁无缝钢管還是各种各样战略武器不能缺乏的原材料,枪管膛线、圆筒等必须无缝钢管来生产制造。厚壁无缝钢管按横截面积样子的不一样可分成圆钢管和异型钢。因为在直径相同的标准下,圆面积较大,用环形管能够 运输大量的流体力学。



你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 甘肃武威20G高压锅炉管,感谢大家对我们的支持,为您制作好的 甘肃武威20G高压锅炉管产品是我们不懈的动力,多谢大家在百忙之中能够看到我们金海金属材料有限公司的信息,只要您一个电话,我们会与您沟通,和以实惠的 甘肃武威20G高压锅炉管价格回报您们的信任,我们历经多年发展,在 甘肃武威20G高压锅炉管行业已有良好知名度。


q355b厚壁无缝钢管晶间腐蚀的操纵
在q355b厚壁钢管产生的各种各样浸蚀中晶间腐蚀约占10%,它会使晶体间的结合性有一定的降低,在地应力的功效下,非常容易造成裂痕,乃至裂成粉末状,而且很隐敝,从其外观设计上看不出。另外它也是诱发其他浸蚀的关键缘故。q355b厚壁钢管的晶间腐蚀主要是因为位错区贫Cr所造成的,而C非常容易和Cr产生化学物质,使Cr成分降低。因此,晶间腐蚀的避免对策是:
1、成分及机构
(1)C成分
钢中C成分是影响q355b厚壁钢管晶间腐蚀的***关键要素。一方面,严控C成分,使基材金属材料和焊丝的碳含量操纵在0.08%下列;另一方面,在对接焊缝和焊接材料中加上增稠剂Ti、Nb等原素,与C的亲和力强,使碳在于Cr与之融合,转化成平稳的化学物质。
(2)两相机构
两相机构,会进一步提高抗晶间腐蚀的工作能力。一方面,添加金相组织产生原素,如铬、硅、铝、钼等,使焊接产生两相机构;另一方面,挑选含金相组织转化成剂比较多的焊接原材料。
2、焊接加工工艺
(1)溫度在450~850℃这一溫度区段,尤其是650℃是容易造成晶间腐蚀的风险溫度区(又被称为敏化溫度区)。因此q355b厚壁钢管焊接时,可采用在焊接件下边垫铜钱,或立即在焊接件反面浇灌制冷的方法,使中间迅速制冷,降低在该溫度区段滞留的時间,是 连接头抗腐蚀工作能力的合理对策。
(2)焊接线动能的扩大,将加快q355b厚壁钢管的浸蚀。在焊接加工工艺上,能够选用小电流量、高焊速、短弧、多道焊等方式,减少线动能。采用低的焊接线动能,迅速根据敏化溫度区的方法来防止造成热影响区晶间腐蚀。
3、焊后处理工艺
焊后将q355b厚壁钢管的焊接连接头再次加温至1050~1100℃,再次时效处理,或是再次加温至850~900℃,隔热保温1h,开展匀称化解决,以贫铬区。



