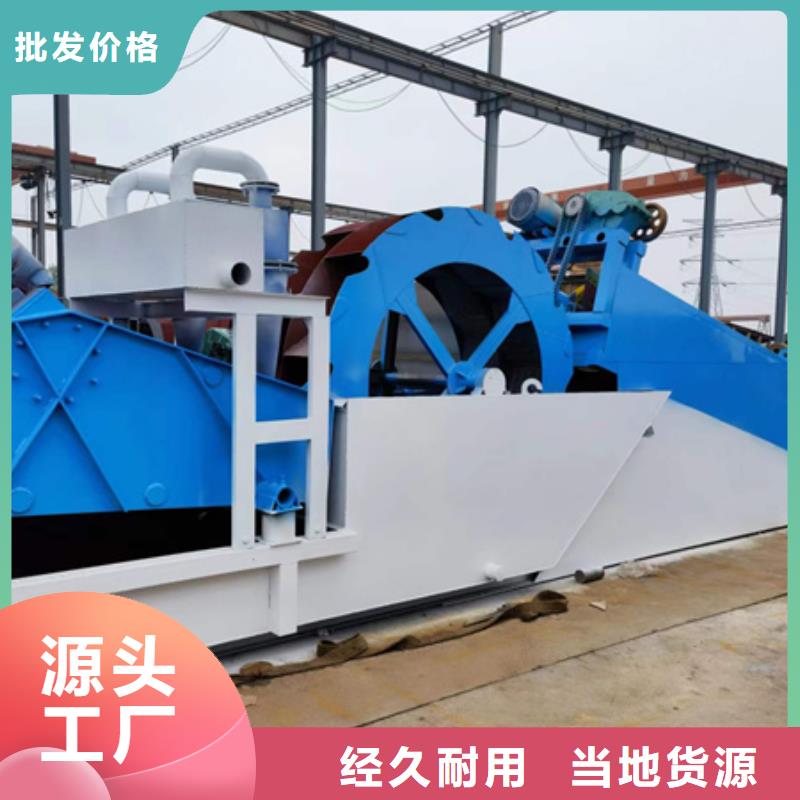






采石场粉尘严重污染环境,制砂机砂石生产线粉碎、筛分、皮带运输过程中产生的粉尘会严重影响厂区环境,因此应安装除尘设备进行处理。
制砂机可以配备脉冲布袋除尘设备,这样一来除尘效率高,操作简单,维护方便,排放浓度低。
制砂机采用机械回转反吹平的设计,结构简单,运行稳定。方便日常操作和维护,除尘器能捕集制砂机,生产过程中产生的粉尘,粉尘捕集率在98/10以上,排放量在20毫克以下,是制砂设备除尘的理想产品。
制砂机石材厂的破碎设备采用旋风-布袋组合式结构,避免了高速含尘气流直接冲刷滤袋,延长了滤袋的使用寿命,提高了除尘效率。除尘器破碎设备使用稳妥,耐磨性高,非常适合在恶劣的新环境中工作!
制砂机布袋除尘器由上箱体、中箱体、灰斗、中间进出风管、喷射清灰系统、自动控制系统、管道系统和风机系统组成。通过合理设计的进气通道,含尘气体在进入滤袋过滤之前,通过专门设计的气体分流分配装置均匀进入过滤室。
当制砂机除尘器过滤器达到一定时间后,随着滤袋表面粉尘厚度的增加,设备运行阻力增加。此时,需要清洗除尘器,通过时间控制系统启动低压脉冲清洗程序,以时间序列脉冲方式清洗滤袋。在强脉冲气流的作用下,灰斗中的灰尘将被抖落,并通过灰斗下部的卸料阀排出。
制砂机作为一款诞生于上个世纪的产品,因其性能和独特的用途而被使用。矿石处理中的不同进料方式:
1.制砂机中心进料和环形瀑布进料同时进行。物料落入设备料斗,然后通过环形孔下降,并被散装托盘分成两部分。一个通过分配盘进入高速旋转的叶轮,另一个从分配盘的外围落下。进入叶轮的物料在叶轮内迅速加速,然后高速甩出。首先,它是另一个大容量磁盘周围的自由落体位置。物料碰撞破碎,然后与周围涡流室中的涡流衬层碰撞(或反向阻挡),首先反弹到破碎室顶部,然后向下偏转,与叶轮转轮排出的物料一起运动。撞击形成一个连续的材料幕,然后通过下排出口排出。
2.制砂机从设备整个中心给料的工作原理:物料落入给料斗,通过中心给料孔给入高速旋转的转子,完全给料加速,通过发射口甩出。先反弹后,一些自由下落的物料发生碰撞,然后制砂机与周围涡流室的涡流内衬(或反向堵塞)一起碰撞,先反弹回破碎室顶部。
制砂机设备适用于破碎和成型软或中硬和硬材料,并广泛用于各种矿石,水泥,耐火材料,铝矾土熟料,碳化硅,玻璃原料,机制建筑砂,石头和各种冶金炉渣,特别是高硬度,超硬和耐磨材料,如碳化硅,烧结铝土矿和梅沙。
在制砂机设备的制作过程中有一定的身体摆动,但幅度不大。如果身体摆动特别厉害,那么原因可能有三个方面。
(1)可能是设备叶轮上的易损件磨损严重。如果叶轮上的磨损部件严重磨损,制砂机设备的内部运行将会不稳定,摆动将会过大。此时,只需更换易损件,使制砂机设备内的叶轮达到平衡状态。
(2)设备摆动过大可能是进料粒度过大造成的。在设计制砂机设备时,设备的进料粒度一般为4-5厘米。一般来说,当设备的进料粒度为3-4厘米时,成品砂量可以达到更多。进料过大,设备摆动过大。如果进料量太小,由于碰撞和破碎不足,很难达到完全的成品砂量。
(3)也有可能是设备的叶轮通道堵塞,如果叶轮通道堵塞,也会造成进给不均匀和机体过度摆动,只要排除叶轮通道堵塞,就可以解决机体过度摆动的问题。
1.使用前观察并调节温度
在使用设备之前,我们应该将制砂机轴承箱的温度调整到40~60度,因为这是设备的正常工作温度,温度可以高达到70度,但不能超过70度。
2.负荷运行下制砂机饲料粒度的设定
当设备带负荷运行时,我们在制砂机设定的给料粒度不应超过设备规定的粒度范围,并应严格控制在设备允许的范围内。
3.一定要注意进料量和颗粒大小
起初,当设备运行时,转子通常有一个大约30-60S的不平衡过程。在这种情况下,我们不能停止给制砂机放料,我们要适当增加,直到振动下降。如果发现进料颗粒在中间较大,设备会产生间歇性振动,但几秒钟后就会恢复正常状态。这是因为转子的一个抛头被石头卡住,形成堆积的物料然后被冲走,这是正常情况。
4.适时的检查对制砂机和电机都有好处
平时,我们在使用设备的时候一定要及时了解电机,检查的情况,正常情况下,如果电流太高,电机的压力太大,所以一定要把电流调好。此时,我们应该减少进料量或调整溢流装置,直到电流值恢复正常状态。
5.密切关注制砂机的零部件状况
在运行过程中,设备的震动会增加并持续很长时间,这可能是由磨损零件或转子的不均匀磨损引起的,导致转子不平衡或阻尼块故障。修补应该关闭。
制砂机和动力装置应安装牢固。如果制砂机固定时间较长,则应固定在水泥地基上;如果制砂机处于流动运行状态,装置应安装在角铁制成的底座上,动力机(柴油机或电机)和滑轮槽应在同一旋转平面上。工作中随时注意设备的运行情况,均匀给料,避免长时间堵车和超负荷工作。如果出现震动、噪音、轴承和机体温度过高、向外喷洒等情况,应立即停止检查,待故障后才能继续工作。
在制砂机的运行过程中,它的震动将会加强,并且需要很长时间。这时候就看零件了。可能是磨损零件或转子未磨损,导致转子不平衡或减震块故障。此时,修补应该关闭,所以平时使用制砂机时要注意以上几点。