


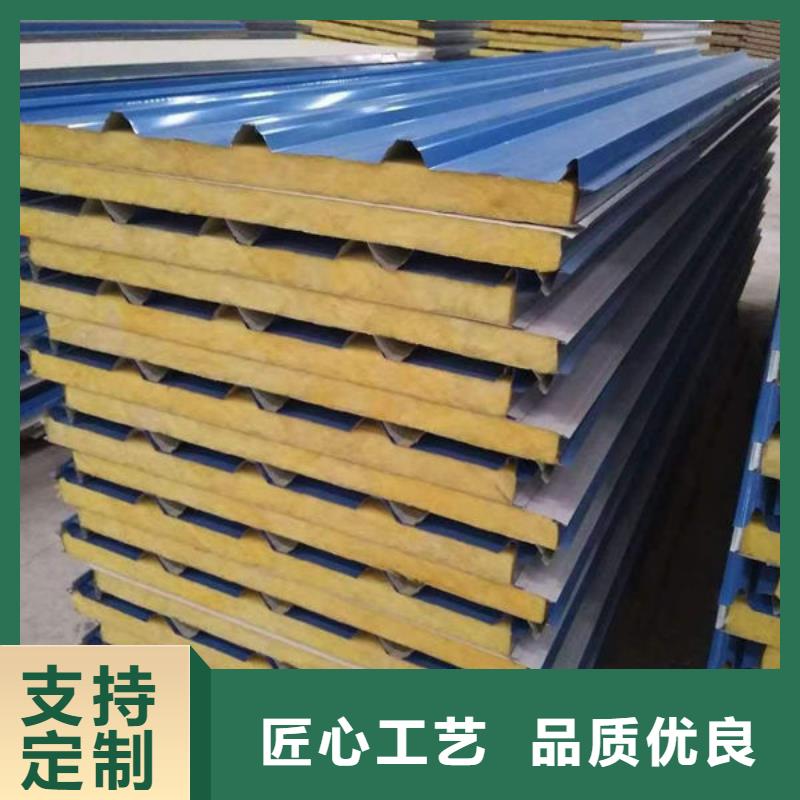




角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如"∟30×30×3",即表示边宽为 30毫米、边厚为3毫米的等边角钢。等边角钢理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其为: W (重量, kg ) = F (断面积 mm2 )× L (长 度, m )×ρ(密度, g/cm3)× 1/1000 钢的 密度为: 7.85g/cm3等边角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。等边角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
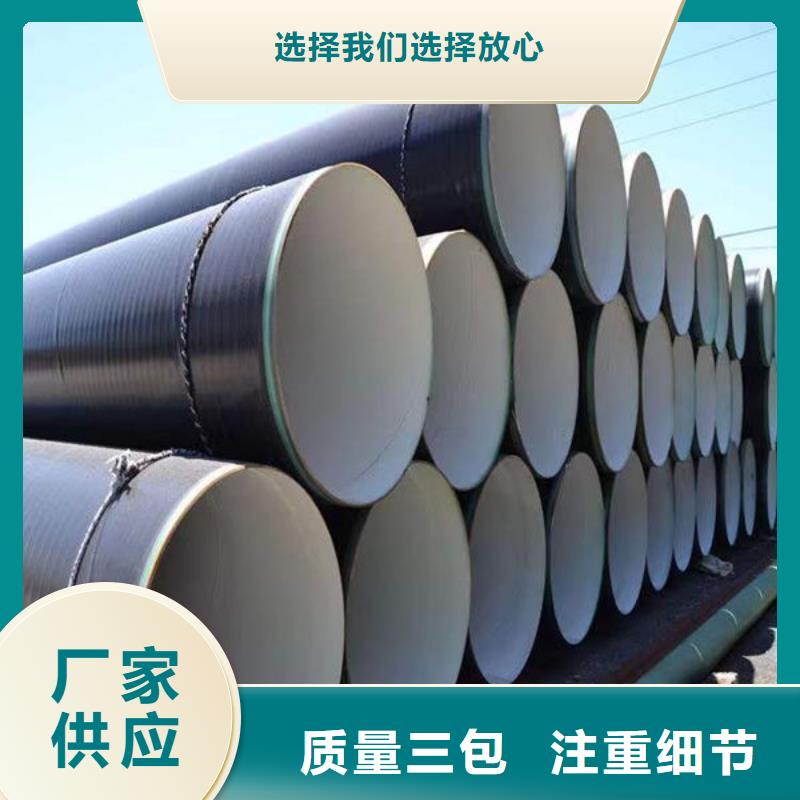
针对螺旋钢管孔板组口质量超标的问题,应采取以下措施:(1)尽量使用内部配套装置。(2)焊管组在焊管断面分级方面做得很好。(3)紫铜锤或铜垫圈锤的部分校正。(4)当错列口变形平缓时,应进行切削处理。螺旋钢管钢材的管理:(1)在使用内部配套设备时,施工前必须对配套设备、压缩机设备和管式机进行良好的检查,使用时应根据操作规程灵活使用。(2)在对方使用前,要仔细检查对方使用的设备是否正常:在使用时,必须设置专门人员,按照标准动作指令指挥操作,以避免事故的发生。(3)在施工中,如采用垫士墩或垫麻包袋装稻壳垫高管线时,则垫层高度必须坚固牢固,以防止管道被滚动损坏;不要用冻土或石头对螺旋钢管进行缓冲。
双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形, 形成开口的O形。5. 预焊:使成型后钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。 超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
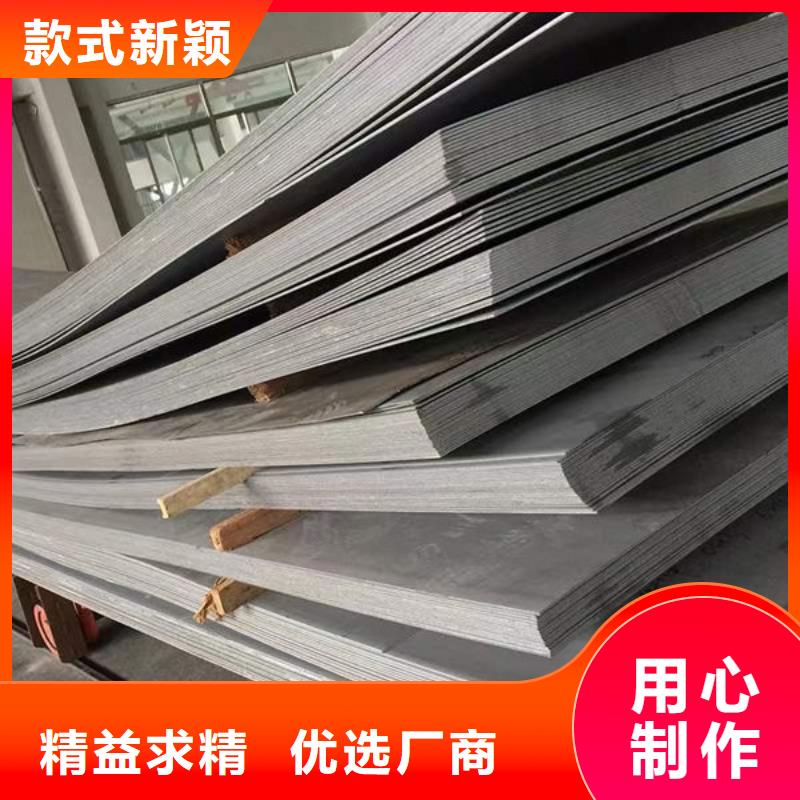
不锈钢方管分类:方管分无缝钢管和焊接钢管(有缝管)两大类。按断面形状又可分为方形和矩形管,不锈钢方管主要应用在工业行业和建筑行业方面。工业上主要是用于如石油、天燃气、水、煤气、蒸气等的运输。不锈钢材方管在进行加工制作的时候,还会根据用户的实际需求等,进行进一步的加工处理,让其增加了美观程度,而且还具备了防腐蚀的能力,确保可以长时间使用。不锈钢方管对特殊产品进行运输,要保证有效地完成各项工作。制作成其他的零部件,也要发挥自身的优势,减少产品故障的发生,性能。
