









美标酸洗钝化钢管 管壁厚度号规定
加工精度高,具有稳定的加工质量。可进行多坐标的联动,能加工形状复杂的零件。加工零件改变时,一般只需要更改数控程序,可节省生产准备时间机床本身的精度高刚性大,可选择有利的加工用量,生产率高。机床自动化程度高,可以减轻劳动强度。有利于生产管理的现代化。热扩酸洗钝化钢管数控机床使用数字信息与标准代码处理传递信息,使用了计算机控制方法,为计算机辅助设计制造及管理奠定了基础对操作人员的素质要求较高,对维修人员的技术要求更高可靠性高数控机床不仅具有高速度和高精度,而且随看数控技术的发展,数控机床发展的总趋势主要表现为复合化智能化,网络化复合化:数控机床的功能复合化的发展,其核心是在一台机床上要完成车铣钻,攻丝,绞孔和扩孔等多种操作工序,从而提高了机床的效率和加工精度,提高生产的柔性。
机床复合技术进一步扩展随着数控机床技术进步,复合热扩酸洗钝化钢管加工技术日趋成熟包括车铣复合,车钻齿轮加工复合车磨复合成型复合加工,特种复合加工等复合加工的精度和效率大大提高。“一台机床就是一个加工厂”“一次装卡,完全加工”等理念正在被更多人接受,复合加工机床发展正呈现多样化的态势智能化:智能化的内容包括在数控系统中的各个方面。钢管喷漆
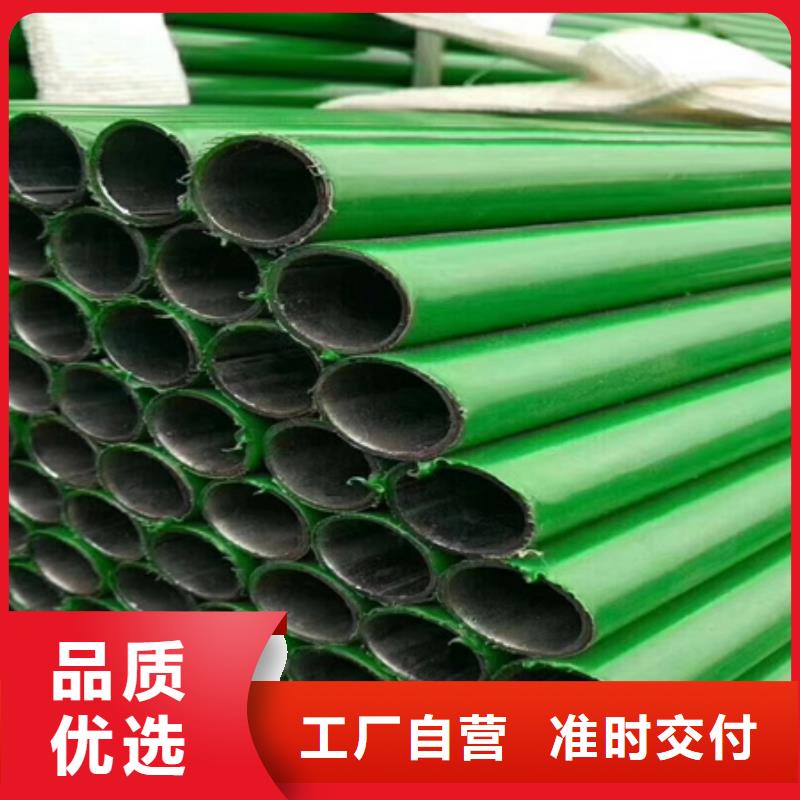
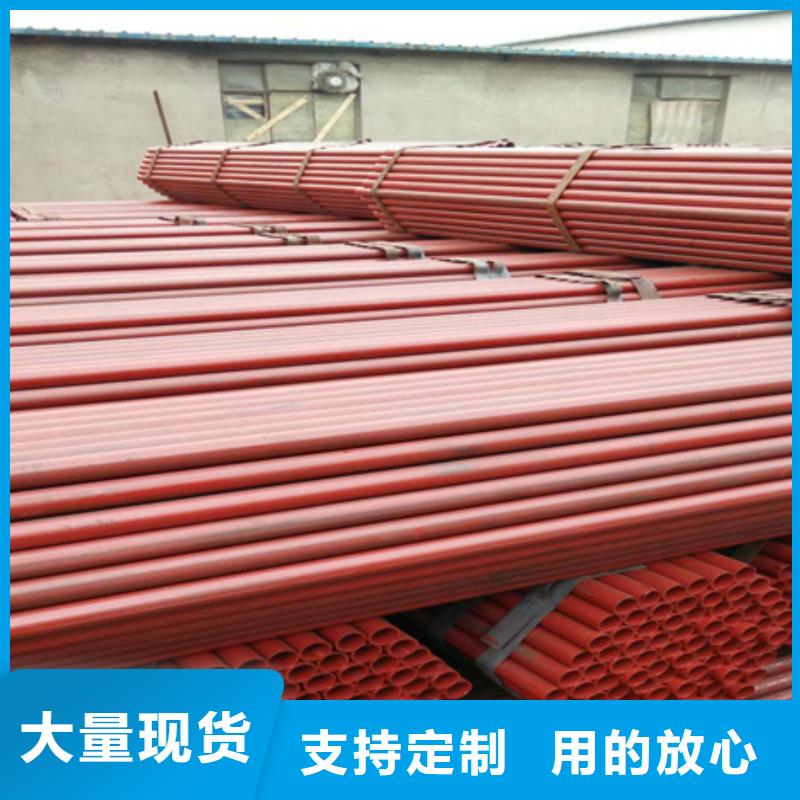
钢管喷漆应该注意的是在实际操作中,磨料中钢砂和钢丸的理想比例很难达到,原因是硬而易碎的钢砂比钢丸的破碎率高。为此,在操作中应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,而且掺人的新磨料中,钢砂的数量要占主要的。4.4除锈速度钢管的除锈速度取决于磨料的类型和磨料的排量,即单位时间内磨料施加到钢管的总动能E及单颗粒磨料的动能E1。式中:m——磨料的喷(抛)量;V——磨料运行速度;m1——单颗粒磨料的质量。m。的大小与磨料破碎率有关,破碎率大小直接影响表面处理作业的成本及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。4.5清洗和预热在喷(抛)射处理前,采用清洗的方法除去钢管表面的油脂和积垢,采用加热炉对管体预热至40一60℃,使钢管表面保持干燥状态。在喷(抛)射处理时,由于钢管表面不含油脂等污垢,可增强除锈的效果,干燥的钢管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的钢管表面更加洁净。
钢管喷漆喷(抛)射除锈后,不仅可以扩大管子表面的物理吸附作用,而且可以增强防腐层与管子表面的机械黏附作用。因此,喷(抛)射除锈是管道防腐的理想除锈方式。一般而言,喷丸(砂)除锈主要用于管子内表面处理,抛丸(砂)除锈主要用于管子外表面处理。采用喷(抛)射除锈应注意几个问题。4.1除锈等级对于钢管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求钢管表面达到近白级(Sa。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~100μm,充分满足防腐层与钢管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定可靠的质量达到近白级(Sa技术条件。4.2喷(抛)射磨料为了达到理想的除锈效果,应根据钢管表面的硬度、原始锈蚀程度、要求的表面粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为40~50HRC,钢砂的硬度为50~60HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。
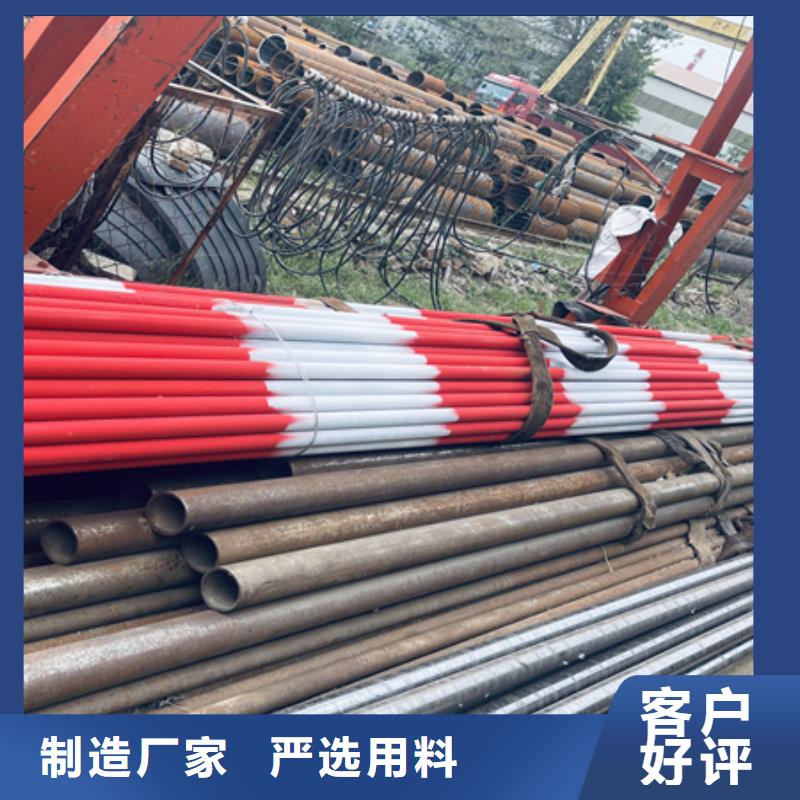
酸洗钝化无缝钢管批发零售 现场制作酸洗钝化钢管加工厂家是一家专业致力于无缝钢管生产、加工、销售的企业。公司主营各种酸洗钝化钢管、酸洗无缝钢管、酸洗钝化无缝钢管、酸洗磷化无缝钢管、酸洗磷化钢管等。酸洗钝化无缝钢管操作简单,使用方便,经济实用,还加入了缓蚀剂、防雾剂,防止金属出现抑制腐蚀和氢脆化,产生酸雾。特别适合用于小工件的配合物,不适合于隔离霜,优于市场同类产品。使用方法:折叠编辑本段。根据材料和不锈钢的氧化程度的不同,可以使用液体或按1:1 ~ 4加水稀释后使用率;铁素体、马氏体和镍含量低的奥氏体不锈钢稀释的奥氏体不锈钢钢后使用,镍含量较高(如304、321、316、316L)液浸泡;常温或加热到50 ~ 60度后使用,浸泡3-20分钟或更长时间,彻底表面污垢,成均匀的银白色钝化膜的形成均匀致密,到目前为止,处理完成后删除,区域创新网络用清水冲洗,再加上碱性或石灰水冲洗中和。从钢厂库存来看,一线品牌厂家由于协议户主导以及政府工程指定等优势,库存上升尚不明显,但是三线品牌钢厂没有协议户和重点工程需求做缓冲,库存上升压力较大。从增库节奏来看,9月下旬到10月上旬,钢厂库存出现普遍上升,但10月中旬以后有一波集中补库,库存出现一定消耗。钢管喷漆
