






苏州数控钢筋锯切套丝生产线,是一款主要针对于不同钢筋直径、钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。2, 通过变频电机驱动丝杠机构来调整剪切刀口与挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切不同长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用专 用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。

苏州锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可达±2mm,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、设备可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。
苏州数控钢筋锯切套丝生产线,是一款主要针对于不同钢筋直径、钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。锯床采用专 用的双面夹紧锯床。滚丝机主要适用于冷滚压成型,冷滚压工艺是一种无屑加工工艺,该工艺利用滚压工具进行揉捏成型。滚压金属纤维是接连的,滚压是发生的径向压力能有用的提高工件表面的光洁度、硬度和强度,比切屑加工提高作业效率几倍、甚至几十倍,然后愈加节约材料,更易实现自动化加工。
二、数控钢筋平头机钢筋端面削平机主要结构特点
1、底座、滑座、工作台、立柱、主轴箱等主要基础件采用高刚性的铸铁结构,保证了基础件的高刚性和抗弯减震性能;基础件采用树脂砂造型并经过时效处理,确保机床长期使用的精度稳定性,为机床性能的可靠性提供了保障。
2、X、Y向导轨均为专业导轨,导轨面无进给运动的摩擦阻力,无低速爬行现象,提高机床精度寿命;
3、X、Y三个方向进给采用知名品牌的高精度高强度滚珠丝杠,进给速度高,机床的定位精度高;
4、X、Y方向导轨、丝杠都采用密闭防护,保证丝杠及导轨的清洁,确保机床的传动及运动精度;
5、机床外防护采用全封闭结构设计,可靠;可选用半防护结构。
6、机床操作系统采用人体工程学原理设计,操作方便;
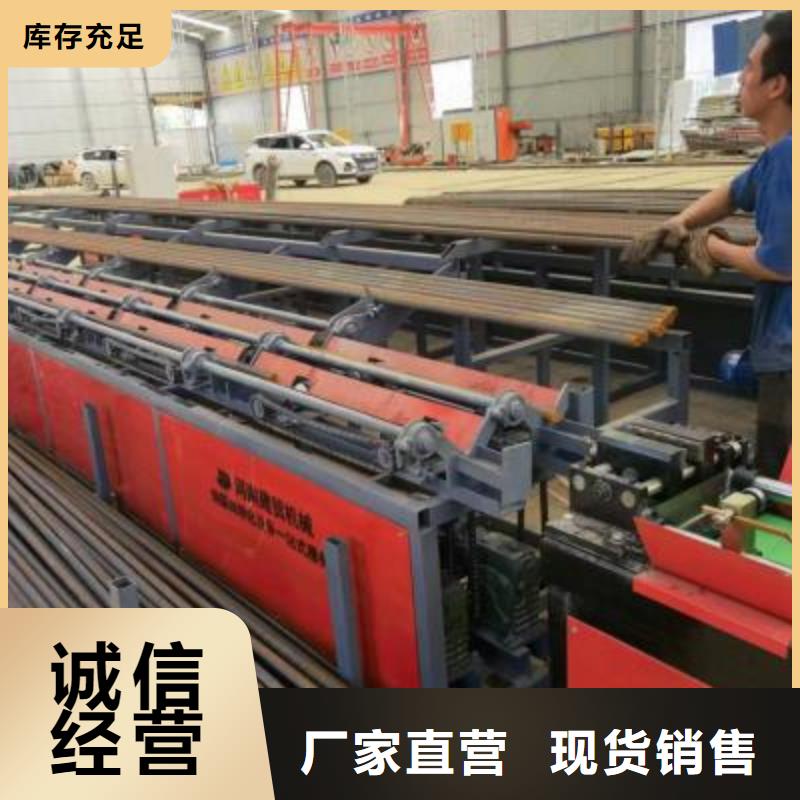
苏州数控钢筋自动滚丝生产线图片
