
产品详细介绍


球墨铸铁管连接橡胶橡胶主要用于制造耐油橡胶制品。简称NBR,由丁二烯与丙烯腈共聚而制得的一种合成橡胶。是耐油(尤其是烷烃油)、耐老化性能较好合成橡胶。因此耐油密封制品以采用橡胶为主。通常输油管道,排污管道使用NBR胶圈。03EPDM胶圈Ethylene Propylene Diene Monomer胶圈,中文品名为:三元乙丙橡胶胶圈,三元乙丙橡胶是乙烯、丙烯和少量的非共轭二烯烃的共聚物,是乙丙橡胶的一种,以EPDM(Ethylene Propylene Diene Monomer)表示,因其主链是由化学稳定的饱和烃组成,只在侧链中含有不饱和双键,故其耐臭氧、耐热、耐候等耐老化性能优异。。三元乙丙橡胶可广泛用于汽车部件、建筑用防水材料、电线电缆护套、耐热胶管、胶带、汽车密封件等领域,乙丙橡胶有优异的耐天候、耐臭氧、耐热、耐酸碱、耐水蒸汽、颜色稳定性、电性能、充油性及常温流动性。乙丙橡胶制品在120℃下可长期使用。适用于对胶圈性能要求比较高,管道要求比较高的情况。
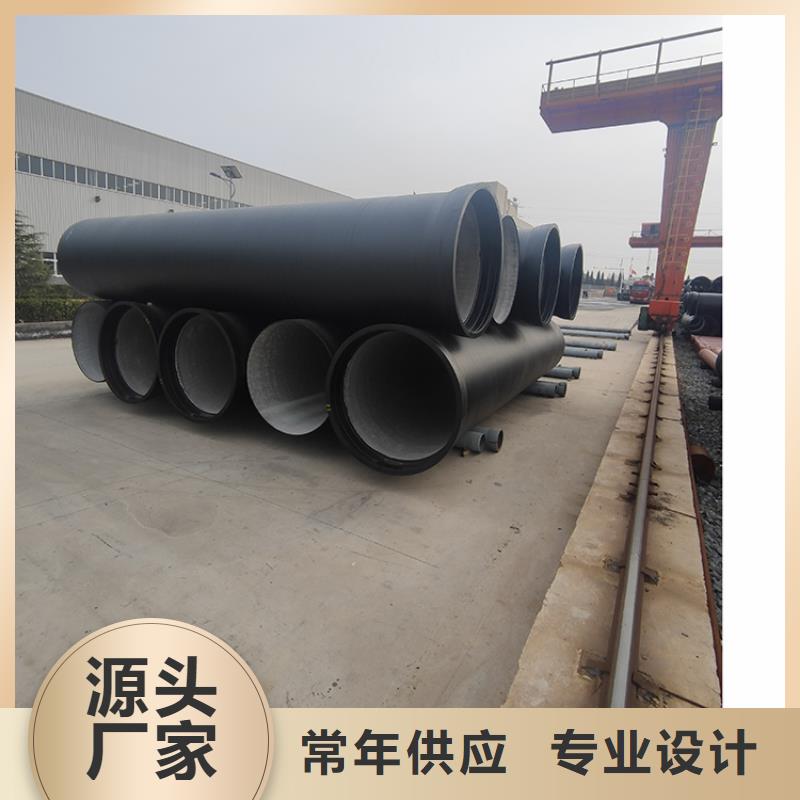
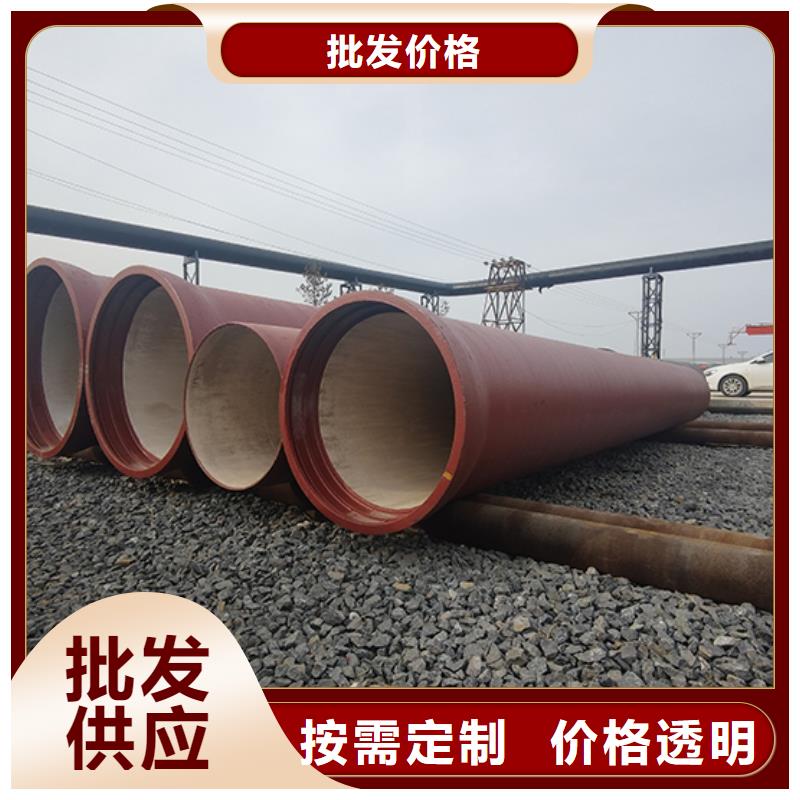
#球墨铸铁管#国标K9球墨铸铁管球墨铸铁管分为三个等级,有K7、K8和K9,而这三个等级的球墨铸铁管它的厚度和重量都不一样,但都是严格按照的执行标准GB/T13295-2013生产的,其中K9就是国标级别的。国标K9球墨铸铁管球墨铸铁管厂家生产的供水球墨铸铁管一根长度,国标球墨管一支6米长,球墨铸铁管是国内供水,排水管中使用较多的一种管材,供水球墨铸铁管标准一般采用球墨铸铁管k9级GB/T13295-2008标准,生产的球墨铸铁管采用水冷金属型离心浇注工艺,按照ISO2531标准生产的K9级、T型承插式接口管道。#球墨管厂家#消防球墨铸铁管dn300的试验压力要达到多少这个还是根据规范要求的 12.4.2 压力管道水压强度试验的试验压力应符合表 12.4.2 的规定。表 12.4.2 压力管道水压强度试验的试验压力管材类型 系统工作压力 P(MPa) 试验压力(MPa)≤1.0 的1.5倍工作压力,且不应小于 1.4mpa钢管>1.0 P+0.4≤0.5 2P球墨铸铁管>0.5 P+0.5钢丝网骨架塑料管 P 1.5P 且不应小于 0.812.4.3 水压强度试验的测试点应设在系统管网的点。对管网注水时,应将管网内的空气排净,并应缓慢升压,达到试验压力后,稳压30min后,管网应无泄漏、无变形,且压力降不应大于0.05MPa。12.4.4 水压严密性试验应在水压强度试验和管网冲洗合格后进行。试验压力应为系统工作压力,稳压24h,应无泄漏。
1、做好安装前的准备工作。一是要检查球墨铸铁管本身的质量,检查其有无损坏、裂缝,管口有无毛刺及杂物,橡胶圈有无扭曲,裂纹现象,二是要检查安装机具,要确保安装机具处于良好工作状态。2、掌握球墨铸铁管“T”型接口的安装顺序。正确的球墨铸铁管“T”型接口安装顺序:清理承、插口——清理胶圈——上胶圈——下管沟——安装机具设备——在插口外表面和胶圈上刷润滑剂——顶推管子使之插入承口——检查是否到位。 3、安装中应注意的事项: ⑴、橡胶圈放入位置一定要正确,并施加径向力使其完全进入密封槽内。 ⑵、在进行管道安装时,管道轴心线一定要在一条线上,否则将影响安装质量。 ⑶、管道安装结束或铺设工作中断时,应将管道敞口处临时封闭,以防止杂物进入管内。4、管道水压试验。给水管道铺设完毕后,必须进行管道系统的试压工作,这是管道工程质量检查与验收的重要环节。在水压试验过程中,应注意以下几点: ⑴、管道试压应分段进行,分段长度不得大于1km。管道穿越河流,铁路、桥梁等处时,应单独试压。 ⑵、管道接口处暂不回填,以便检查和修理。其它部分回填土厚度不应小于0.5米,严禁机械回填。 ⑶、管端及弯头三通、变径处按规定设置混凝土支墩,并进行核实,且支墩平面与管道轴线必须垂直。 ⑷、管道试压前必须进行充分浸泡,浸泡时间不得少于24小时。管道注水应由低端注入,在管道高端设置排气阀。充水速度应尽量慢,以使管道内空气全部被挤出。 ⑸、管道升压过程中,应分段进行升压,并随时检查支墩、接口等处,确保不发生意外情况。 5、冲洗、消毒。给水管道试压合格后,应进行一次通水冲洗、消毒,以使管道输送的水符合有关标准。在冲洗、消毒过程中应注意: ⑴、冲洗时应避开用水高峰期,连续冲洗,流速不小于1.0m/s。 ⑵、制定详细的冲洗方案,并提前通知可能受到影响的用户。 ⑶、冲洗,消毒后的水质必须得到水质管理部门的合格。 6、沟槽基础处理及回填,也是管道施工的一个重要环节,回填质量的好坏直接影响到管道施工质量和日后维护的费用,应做好: ⑴、沟槽基础处理,应严格按管道安装规范要求,保证沟槽基础平整;对软基回填土,应分层夯实,夯实度达到95%以上。 ⑵、管沟回填。禁止使用机械野蛮回填,应按规范要求,沟槽回填从管底基础部位开始到管顶以上0.5m范围内,必须用人工回填;管顶0.5m以上部位,可用机械从管道轴线两侧同时回填夯实,每层回填高度按规范要求,密实度不小于95%。 7、做好竣工验收资料和存档备案工作,方便以后维护维修。 
球墨铸铁管的质量控制与生产工艺是密切相关的,本文就这方面介绍一下。精选原材料球墨铸铁管的质量同原材料-生铁的成分密切相关。我们精选低磷低硫的生铁,并对每批原材料进行检测,确保碳、磷和硫等元素的含量符合要求。铁水球化铁水中加入球化剂进行球化处理,调整成份以达到工艺要求。铁水质量控制在铁水制备过程中每一环节都要对成分和温度进行严格的控制。每一炉铁水都要经过成份分析,使铁水完全符合离心浇铸的要求。离心浇铸采用水冷金属型工艺和离心机进行浇铸。冲天炉的铁水经电炉升温和球化处理后被连续地浇进高速旋转的管模中,并通过水冷却使铁水凝固形成球墨铸铁管。品质控制浇铸好的球墨铸铁管立刻进行铸造缺陷的表面检测,确保离心浇铸出的球墨铸铁管的质量。退火处理合格的球墨铸铁管随后进入退火炉,经过充分的退火以获得球墨铸铁所需要的金相组织结构。性能检测退火后的球墨铸铁管立刻进行外观检验、硬度试验、金相试验和拉力试验,不符合要求的管子予以报废。称重我们对每根球墨铸铁管进行称重,保证管子的重量符合质量标准要求。修磨我们对从退火炉出来的每根球墨铸铁管进行内外表面缺陷的检验,并且对每根管子的承插口进行打磨和清理。水压试验我们对每根球墨铸铁管进行水压试验,确保管子不渗水。水泥涂衬我们对每根球墨铸铁管的内壁进行水泥涂衬,保证水质不受污染。养生水泥涂衬之后的球墨铸铁管要进行一段时间的养生。喷锌根据用户要求可对每根球墨铸铁管进行外表面喷锌处理。沥青漆喷涂我们对每根球墨铸铁管进行沥青漆外涂,以达到防腐和美观外表的作用。铸造精密的产品满足如下要素:◎ 优质的生铁、浇铸温度合适、铁水流动性能好。◎ 高质量的管道需要高质量的精整线,例如喷锌、内外涂层以确保高防腐性能。◎ 需要好的质量控制和检测手段,以确保接口尺寸、管壁均匀。◎ 同时还要对壁厚和压力进行校验。球墨铸铁管生产工艺特点◎ 采用先进的冲天炉-电炉双联工艺,有效保证铁水的成份和浇注温度。◎ 采用水冷金属型离心浇注技术,可限度地降低长管产生的挠度和变形,保证铸件的均匀性和致密性。◎ 铸管成形后经过退火处理,获得稳定均匀的金相组织,保持较高的延伸率。◎ 为提高防腐性能,对管子表面喷锌并涂沥青漆。◎ 每根管子都进行严格的水压试验。◎ 对用于输送气体的球墨铸铁管每根进行气密性试验。