


联系我们

当前位置:
武汉 华宇诚数控科技有限公司 >
遂宁当地频道中心
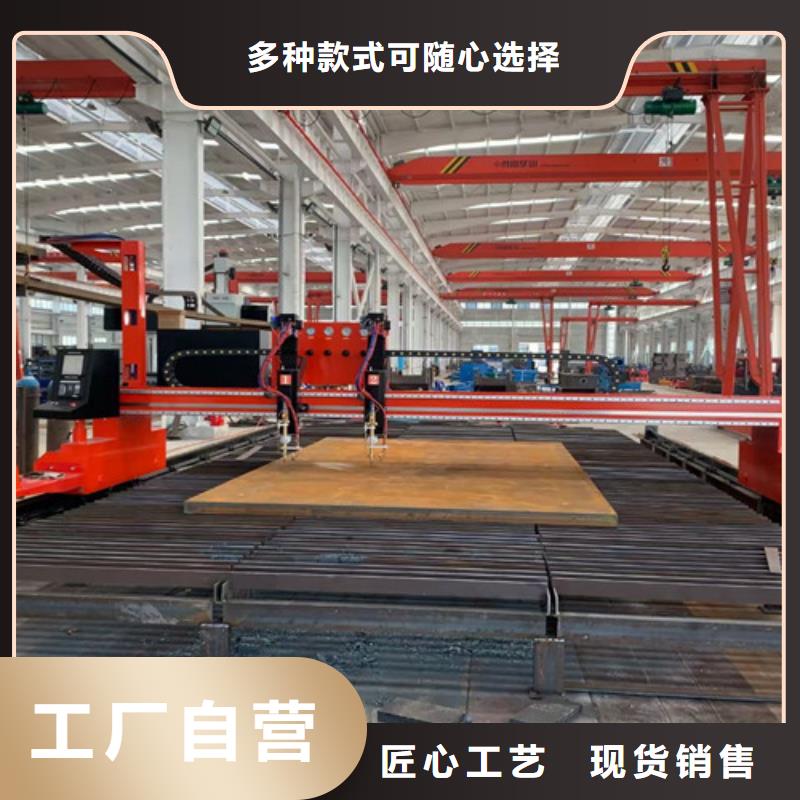
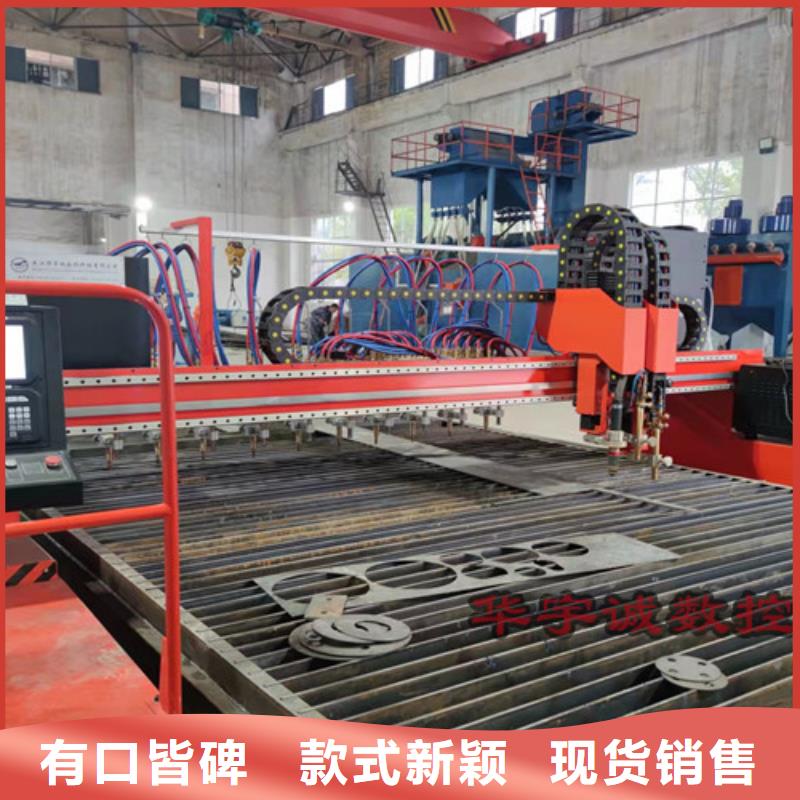
数控等离子切割机光纤金属激光切割机质保一年
更新时间:2024-12-28 09:40:22 浏览次数:2 公司名称:武汉 华宇诚数控科技有限公司
以下是:数控等离子切割机光纤金属激光切割机质保一年的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |
以下是:数控等离子切割机光纤金属激光切割机质保一年的图文视频




数控等离子切割机光纤金属激光切割机质保一年,华宇诚数控科技有限公司为您提供数控等离子切割机光纤金属激光切割机质保一年,联系人:,电话:18986290037、18986290037,QQ:1051088151,请联系华宇诚数控科技有限公司,发货地:武汉江夏区庙山工业园特1号发货到四川省 遂宁市 船山区、安居区、蓬溪县、射洪市、大英县。 四川省,遂宁市 遂宁市是巴蜀文明的重要组成部分,中国观音文化重要的发祥地,被誉为“中国观音文化之乡”;东晋永和三年(347年),桓温平蜀后,置遂宁郡。寓意“平息战乱,遂得安宁”而得名。历为郡、州、府、专署和县的治所,1985年,设立遂宁地级市,有“东川巨邑”“川中重镇”“文贤之邦”“东蜀都会”之称;孕育了陈子昂、王灼、黄峨、张鹏翮、张问陶等历史名人;始建于隋代的灵泉寺、唐代的广德寺历为中国皇家禅林和观音朝觐地。境内旅游景点众多,包括中国死海、宋瓷博物馆、龙凤古镇等人文景观。
想要更直观地感受数控等离子切割机光纤金属激光切割机质保一年产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:数控等离子切割机光纤金属激光切割机质保一年的图文介绍


数控等离子切割机烟尘处理哪种方式效果好, 等离子切割产生的烟尘与焊接烟尘类似,烟尘量较大,含有有害气体和微小粉尘颗粒物,如CO、CO、H、0、NO和碳氢化合物等。一次烟尘粒子以球状、粒径3um的呼吸性粉尘为主,在空气中可在静电和磁性作用下迅速聚集在一起,形成直径较大的二次粒子,对现场职工危害很大。干式除尘方式就是为数控切割平台增加一套烟尘捕捉装置,将捕集到的烟尘直接输送到烟尘过滤净化设备,经过处理达标后再进行排放。等离子切割产生的烟尘基本形成于工件切口的下方,因此抽气式负压切割平台成为目前常见的烟气捕捉装置。为了节省投资和提高抽风效率,以小的送风量达到 的烟尘采集量,一般只对正处于切割的区域进行吸尘处理。因此切割平台沿着切割机主导轨方向会被分成若干个均匀的密闭小区域,旁侧开有出风口。由于干式除尘方式结构简单、工作可靠、除尘效果较好而被广泛使用。采用干式切割方式,通过除尘器吸走切割时产生的烟尘,经过滤处理后排放,不仅切割效率高,而且保护了操作人员的劳动环境并防止了环境污染,是一种比较理想的除尘方式。



数控等离子切割机一台需要多少钱 相信大部分厂家负责采购数控等离子切割机的人员在了解功能实操后,想要了解的就是整体的市场价格,那么数控等离子切割机的价格是多少呢?让我们跟随工作人员一起来了解一下吧。激光切割机市面上大部分的数控等离子切割机的价位在一万到六万不等,有的能到大几十万。价格的话首先要与它基本上研发团队与技术相关。现阶段,市场中仍有许多数控机床等离子切割机生产商,它的价格因不一样精英团队给予的技术产品品质而不同。如果你想购买时保证基本上的具体权益,选择一些受众度高、产品使用点评的团队。它能够所提供的数控机床等离子切割机在技术以及质量上相对性,因此其价格要比一般团队价格贵。数控机床等离子切割机的价钱与不同种类自动切割机紧密相关。在一般的数控机床等离子切割机研发团队会提供相关型号规格和型号的价格,针对选购的朋友可以更直观地高度重视型号规格和价格,因此对于人生的选择都有很好的指导意义。在挑选数控机床等离子切割机时,可以先看一下用过它好朋友是不是强烈它,或是那你去官网比较一下,看一下哪一个生产厂家质量以及信誉度更强,那样你就可以作出正确的选择,保证基本的权益。_0097_工程案例 (7).jpg总之,数控等离子切割机的价钱固然重要,但是选择一家服务好性价比高的厂家更是我们应该要追求的,我们河北信尔自动化欢迎大家前来咨询采购了解。

哪些因素影响数控等离子切割质量?一、数控等离子切割机工作气体 数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割仅为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和辅助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去除切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深度变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。 1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。 2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。 3.氢气通常是作为辅助气体与其它气体混和作用,如的气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力强的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。 4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能量,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。 5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。 二、数控等离子切割机加工速度 除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现: 1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。 2.切割速度过快使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。 3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。 4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。 三、数控等离子切割机切割电流 数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。 1.切割电流增大,电弧能量增加,切割能力提高,切割速度是随之增大; 2.切割电流增大,电弧直径增加,电弧变粗使得切口变宽; 3.切割电流过大使得喷嘴热负荷增大,喷嘴过早地损伤,切割质量自然也下降,甚至无法进行正常割。 在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!嘉倍德科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。 四、数控等离子切割机喷嘴高度 数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压增大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的能量增多。 在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割能量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。 五、数控等离子切割机电弧功率 数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度增大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效能量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的能量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。 在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3度;~4度;增加到15度;~25度;。 一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧能量的释放多于下部。这个能量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。


数控等离子切割机切割速度和电源之间的关系我们都知道目前市场上的数控火焰切割机的切割厚度范围为6-200mm,而数控等离子切割机的切割厚度去取决于与之相匹配的等离子电源的大小。因此我们可以将数控等离子切割机的速度与等离子电源选择直接挂钩,或者换个角度来理解就是,如果企业希望提高数控等离子切割机的生产加工效率,更换等离子电源将是为经济和直接的手段。数控等离子切割机速度和电源之间的关系表现在以下几三个个方面:1、等离子切割机的型号,此型号一般为等离子切割机输出电流大小,例如40A、60A、100A、200A等。根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同,以上你给出的数据没有说明你选的是什么品牌及型号的等离子切割机,所以无法给出详细的数据;2、切割工件的材质不同,根据不同的切割材质,切割速度也不同,常见的切割材料:碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、慢的是铜,因为铜和铝比较难切,切割速度比前两种要慢得多,而且同等功率的等离子切割铜和铝材时切割厚度比不锈钢、碳钢要小得多。3、切割现场输入电压的大小,一般工厂电源电压为交流380V,但由于各工厂现场的情况不同,一般电压在365V到410V之间波动(当然甚至有的地方相差更大),因此输入电压也是影响切割速度的一个因素。企业如果觉得数控等离子切割机的切割速度满足不了自己的需求时,多半是等离子电源出了问题。我们在选择数控等离子切割机时,一定要选择适合自己生产需要的等离子电源,否则就会出现事倍功半的现象。



华宇诚数控科技有限公司致力为客户提供更、更环保、规格更齐全、品类更、工艺更精湛的优质 四川遂宁光纤金属激光切割机。


数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。



数控等离子切割机光纤金属激光切割机质保一年,华宇诚数控科技有限公司为您提供数控等离子切割机光纤金属激光切割机质保一年的资讯,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:江夏区庙山工业园特1号。