



常呈现的维修误区。毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
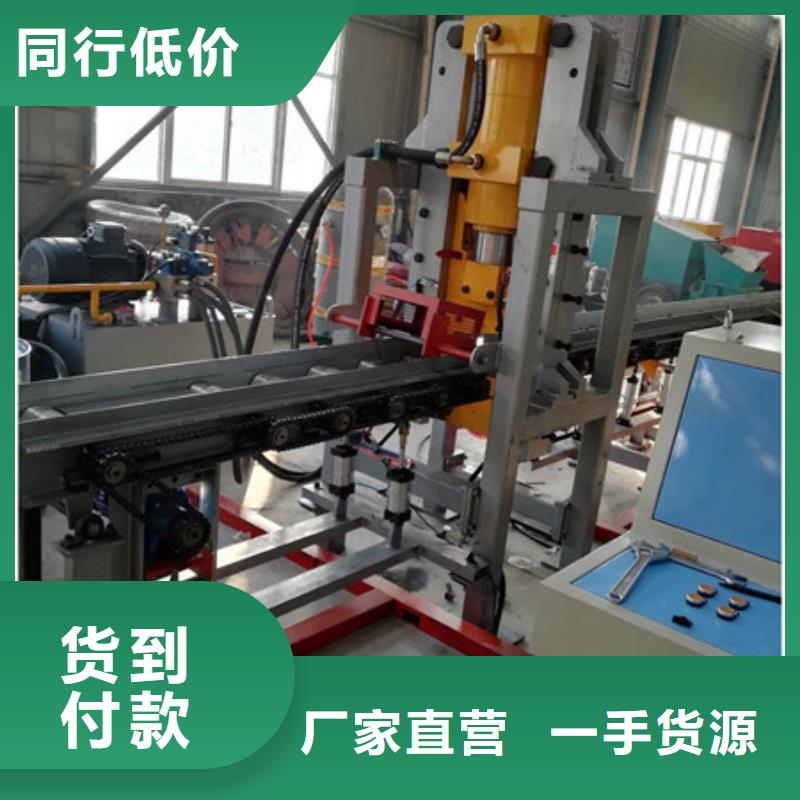
 绥化钢筋锯切机大量现货充足数控立式钢筋弯曲中心机属于一种对钢筋弯曲机结构的改进。调直特性:由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到*的精度。钢筋加工机械之一。
绥化钢筋锯切机大量现货充足数控立式钢筋弯曲中心机属于一种对钢筋弯曲机结构的改进。调直特性:由水平和垂直的可自动调节的两套矫直轮组成,结合4个牵引轮,由进口伺服电机驱动,确保钢筋的矫直达到*的精度。钢筋加工机械之一。
 本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于。可以采用智能化控制。
本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于。可以采用智能化控制。

双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床自动控制系统:
1、全自动控制人机界面通过机械、电气、液压的配合,具有自动送料、自动切削等系统来控制工作循环。
2、在操作系统里分为手动与全自动工作,由人机界面转换控制。
3、在带锯床上装有二组虎钳,一组用来锯料时夹紧,自动送料由另外一组虎钳夹紧通过油缸工作来控制送料。送料长度由紫外线接紧行程开关控制,送料时由光栅尺自动检测数据控制,由PC控制器转换锯床切割工作,自动送料返回原点。
4、数控带锯床适用于大批量同规格材料锯切,性能稳定,效率高。可取代于普通锯床的3倍工作效率。
5、人机界面取代传统控制面板功能,数字设定、指示灯等,随时显示设备状态,操作指示,参数设定。(在人机界面电脑上输入锯切长度、锯切数量,轻松一按启动按扭LCD显示液晶屏,锯切输入锯切数量完成后,锯床自动停机等其它功能。

