


无缝钢管不锈钢管规格齐全实力厂家视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:无缝钢管不锈钢管规格齐全实力厂家的图文介绍

用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。无缝管多少钱一米
无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
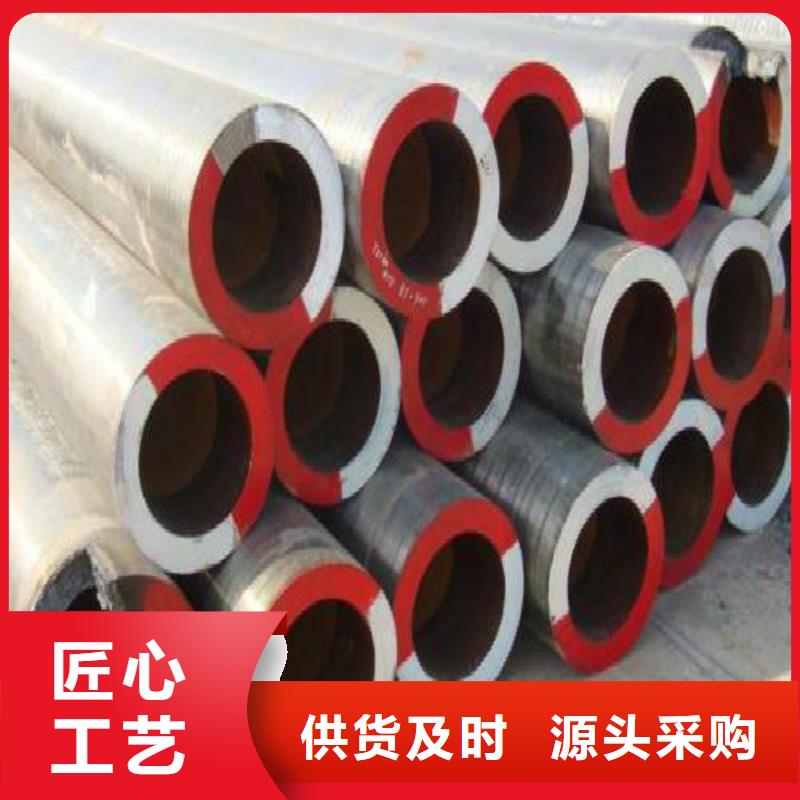
不锈钢无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。
不锈钢无缝管的特点:
其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
不锈钢管的种类:
接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:A、按GB14975-94《不锈钢无缝钢管》规定,无缝管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
无缝管是一种具有中空截面、周边没有接缝的长条钢材。全世界生产无缝管的共计有110多个 的1850多个公司下的5100多个生产厂,其中生产石油管的有44个 的170多个公司下的260多个厂。
不锈钢无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。
不锈钢无缝管的特点:
其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。
不锈钢管的种类:
接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。
不锈钢管规格及外观质量:A、按GB14975-94《不锈钢无缝钢管》规定,无缝管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。


钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
15CrMoG钢系珠光体组织耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
15CrMoG焊接性
材料方案编辑
焊接材料
针对15CrMoG钢的焊接性的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,T1G焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,T1G焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。
焊后热处理
采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。具体采用JL-4型履带式电加热器(1146×310)包绕焊缝,用硅酸铝棉层保温,保温层厚度50mm,温度控制采用DJK-A型电加热器自动控温仪。
焊接工艺评定试验结果
15CrMoG钢系珠光体组织耐热钢,在高温下具有较高的热强性(δb≥440MPa)和抗氧化性,并具有一定的抗氢腐蚀能力。由于钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接性差。
15CrMoG焊接性
材料方案编辑
焊接材料
针对15CrMoG钢的焊接性的工作特点,根据以往的经验,参照国外提供的焊接工艺卡,我们选择了两种方案进行焊接试验。
方案Ⅰ:焊接预热,采用ER80S-B2L焊丝,T1G焊打底,E8018-B2焊条,焊条电弧焊盖面,焊后进行局部热处理。
方案Ⅱ:采用ER80S-B2L焊丝,T1G焊打底,E309Mo-16焊条,焊条填充电弧焊盖面,焊后不进行热处理。焊丝和焊条的化学成分及力学性能见表1。
焊后热处理
采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。具体采用JL-4型履带式电加热器(1146×310)包绕焊缝,用硅酸铝棉层保温,保温层厚度50mm,温度控制采用DJK-A型电加热器自动控温仪。
焊接工艺评定试验结果



始终秉承 山西朔州黑方管品质、优质、良好服务之经营理念,积累5年 山西朔州黑方管的产品生产营销经验,真正拥有 山西朔州黑方管核心技术。始终致力于 山西朔州黑方管产品服务的提供、研发。力求让客户对我们的 山西朔州黑方管产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。

