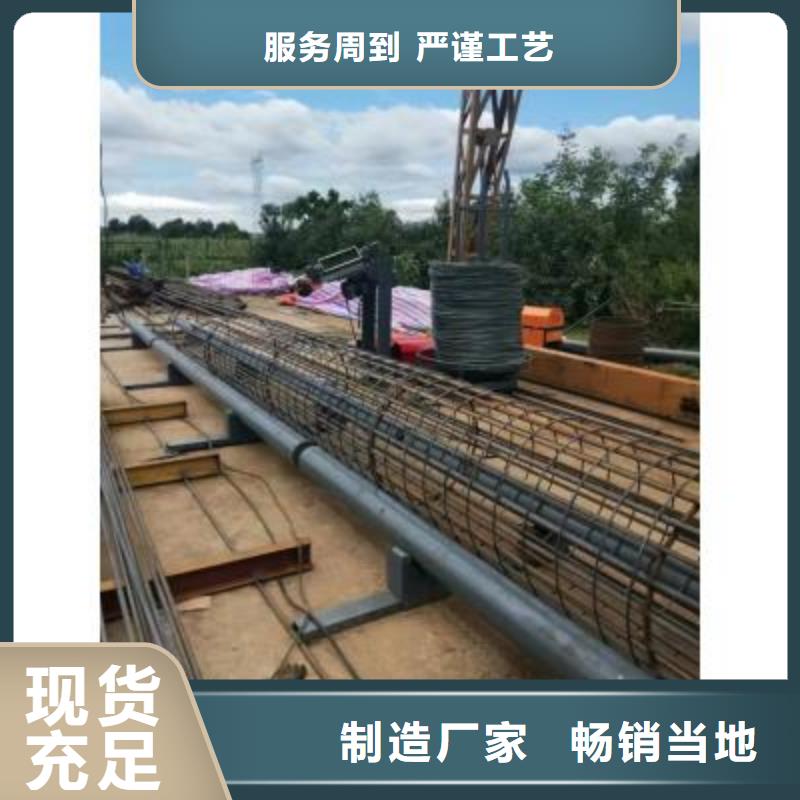



在钢筋笼制作流程中应先行制作桁架筋,并应将桁架筋满焊于上下主筋之间。在布置主筋与分布筋时应确保间距均匀顺直。在钢筋笼起吊前应确保所有焊点已焊接,严禁钢筋笼在起吊中发生因缺焊漏焊而钢筋脱落。在钢筋笼制作中应确保主副吊环标高与交底一致。除此之外,员应在每次起吊前对吊具进行检查,重点检查钢丝绳的完好情况,挂钩要有卡扣。确保所有吊具规范要求。通过调整吊车四个支点的位置使吊车保持在一个平面上后才能起吊。工地3000型十堰钢筋笼绕筋机的搭接,可采取先搭接主筋再做笼子,或先做成笼子后再进行二节笼子的搭接,先搭接主筋再做笼子:把9米的钢筋通过对焊或套筒连接成9米~29米的主筋,再用滚焊机加工成较长的笼子,先用设备做成9米或12米的标准节,再通过搭接焊或帮条焊的方式,把二节短笼子搭接成为较长的笼子。
钢筋笼滚焊机主要用于桥梁、高铁等建筑工程。由于采用PLC控制,焊接自动化程度高,精度高等诸多优点被广泛使用。不过对于应用场地准备要求也是比较多的。钢筋笼绕筋机
10、要特别注意如下事项:
1)设备操作人员须经设备供应方的技术人员操作培训方可进行设备操作,要对设备性能进行充分了解;
2)严禁用水或压缩空气对电器设备进行冲洗或吹灰;
3)严禁用湿布或潮湿刷子对电气柜中的电气器件进行清灰作业;
4)严禁非操作人员擅自操作设备(如变频器、触摸屏等内置参数擅自修改),否则极易造成设备损坏或伤害他人的事故发生
来样定制")
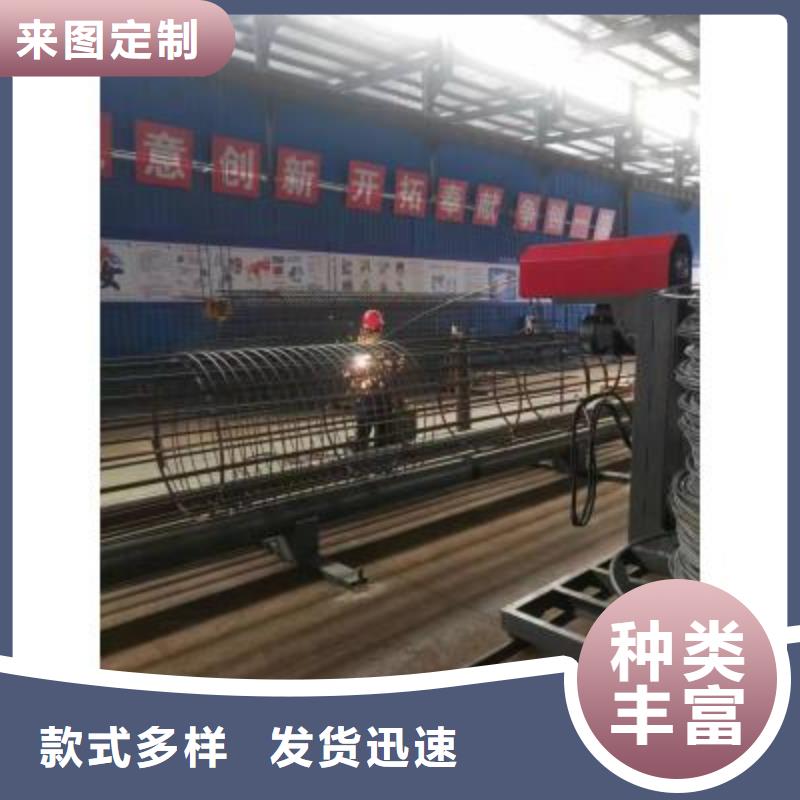
(钢筋笼的主筋通过人工穿过固定旋转盘相应模板圆孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼---这就是钻孔灌注桩钢筋笼滚焊机即“钢筋笼成型机”的工作原理.是在PLC上设定间距参数,由PLC控制的,实际是二盘的转速和行走的速度决定的,只要转速及行走稳定,间距的稳定性就有保证,这方面从技术上不存在任何问题。
钢筋笼绕筋机2008年在国内市场推出的全自动钢筋笼滚焊机,结束了手工绑扎笼子的历史,并获得了 一级工法,目前在国内的重点工程中已普遍采用了这种作业方式。公司多个创新产品其技术含量和市场价值都非常高,为公司的发展奠定了坚实的基础。管理是公司 核心竞争力,管理的核心是人才,公司培养的管理人才层出不穷,在不同岗位上发挥了重要的作用,实行的现代企业管理模式,在企业管理上采用了OA、ERP、CRM、MERP等科学管理软件,促进了企业管理的现代化、科学化,以快的速度满足客户的需求。
来样定制")
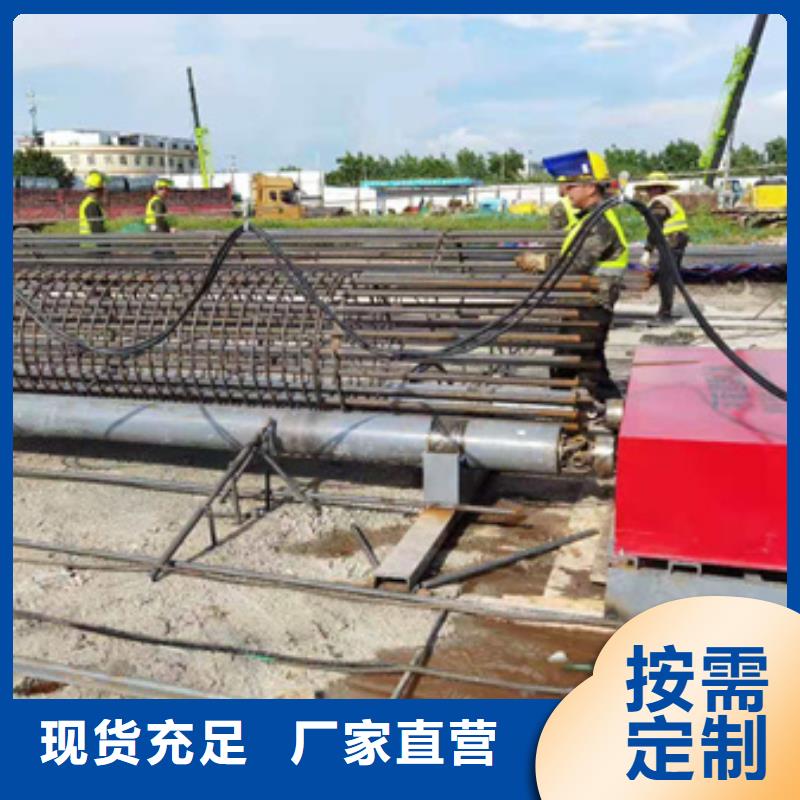
制造有限公司为您提供十堰钢筋笼绕筋机。● 大盘部分灵活的模圈及十字筋安装设计,可根据不同的桩基规格灵活更换,经济适用;● 固定盘、盘部分行走及、由一台 PLC 和 三台伺服驱动器来设定,可以的保证伺服电机同步性;● 可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;● 固定机架及机架进行了结构,主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼;● 轮缘结构进行了设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面,增大了面。使得设备运行更加平稳且, 设备运行惯量大大;● 钢筋笼骨架的同时由盘拖动向后,盘筋不;● 钢筋笼直径由相同直径的模板控制,一个工程通常需要 2-7 种模板;● 主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;● 配有多组液压支撑装置,防止钢筋笼因自重而;● 配有多组分料盘,防止生产中主筋错乱;● 为减轻工人劳动强度和施工形象,链条式主筋自动上料机构和自动焊接机械手可供用户选择。
来样定制") 十堰市(钢筋笼绕筋机)来样定制
<十堰>建贸机械设备有限公司
十堰市(钢筋笼绕筋机)来样定制
<十堰>建贸机械设备有限公司
公司拥有国内钢筋加工设备行业完整的产品线和融合解决方案,通过数控钢筋加工设备和小型钢筋加工设备两大类产品对钢筋进行墩粗、调直、弯曲、点焊、切断等加工,灵活满足全球不同的钢筋加工生产标准,并实现全球范围钢筋加工成品的通检。十堰钢筋笼绕筋机设备优势:>> 速度快:待工状态2人可全程生产,正常工况3-6人可生产10-20多节钢筋笼;>> 质量稳定:机械化作业不受人为因素影响,质量稳定>> 生产规格多样:满足各类钢筋笼的生产要求,不受主筋和箍筋和数量、形式、型号、大小、长度等因素的影响>> 生产便捷:组合式设计的绕筋机,在安装、生产、搬运、等过程中都不用依赖起重设备,既能满足大批量的固定生产要求也能满足施工现场较分散的机动作业,灵活性强>> 功耗低:总功率不到10KW,同步工作时总功率不到5KW,节能且不影响总电容配比>> 流水线生产:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋过程施 焊等全部过程>> 采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装速度。>> 零部件设计寿命长,备件更换简单快捷;