


产品详细介绍
锯床切削液的应用与作用。带锯床油一热液压柱升不起来的原因分析。带锯床液压油在使用过程中会因摩擦、外力作用等因素造成油温升高,油温升高之后液压油粘度下降,达不到原有标准,在液压油油温升到度以上时液压油基本无常工作。液压油油温升高粘度下降后,液压柱下降过程不受影响,因为油液处于释放状态,液压柱靠重力作用即可下降;液压柱上升过程中液压油需通过油泵所施加压力将压力传递至油缸活塞上将液压柱顶起,但油温升高后粘度下降,无法达到正常的压力传递,带锯床液压柱上升缓慢或无法上升;另外油温升高后油液粘度下降,对密封的要求更加严格,有可能存在内泄。解决方法:。带锯床加装冷却装置,在使用过程中将液压油油温保持在相对较低的温度;。更换高一级粘度的液压油,如#改为#;。查找有无内泄现象;。更换油质较好的液压油。

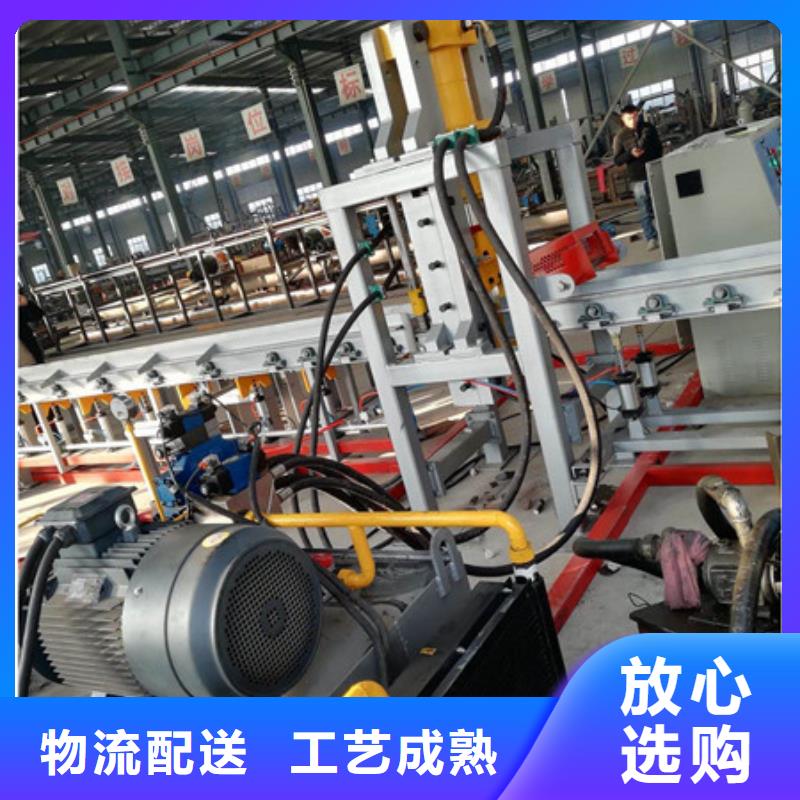
环形锯带张紧在两个锯轮上,并由锯轮驱动锯带进行切割。带锯床主要有立式和卧式两种。立式带锯床的锯架垂直设置,切割时工件移动,用以切割板料和成形零件的曲线轮廓,还可把锯带换成锉链或砂带,进行修锉或打磨。卧式带锯床的锯架水平或倾斜布置,沿垂直方向或绕一支点摆动的方向进给,锯带一般扭转40°,以保持锯齿与工件垂直。卧式又分为剪刀式、双立柱、单立柱式带锯床;根据使用情况分为手动型(经济型手动送料手动切割物料)、自动型;根据使用控制器的自动化程序可分为手动型(半自动手动送料)全自动型(自动送料自动切割);根据切割角度要求分为角度锯床(能锯切角度90度45度)无角度即90度垂直切割。
盛金整体生产线采用进口喷涂工艺,表面静电喷塑光洁度好,高温喷漆,更加美观,耐腐蚀,拒绝劣质,我们承诺只做高品质的产品。(备注:因产品不断更新,图片与实物或许略有差别)
 建贸机械设备有限公司
商洛卖型材切割锯床的供货商
建贸机械设备有限公司
商洛卖型材切割锯床的供货商
锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。系统的模拟输入输出模块,使锯削的具有广泛的意义,如锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。
拆下冒油的那个单向阀,发现多装了一个直径mm的小钢球。去掉小钢球后,清洗油缸重新装好,开动弓锯锯切,一切正常。锯床是较简单的机床,用户不会要求自己的锯床具有加工中心的功能。计算机控制的锯床不只为用户了锯削的效率和质量,更重要的是计算机的网络功能,会使锯削与CIMS的其余环节联系更紧密,更方便。锯床安装和试机前的工作一锯床上的液压油应加足,和转动部位抹上一层机油。二带锯床装上锯带,调节涨紧装置转动锯架左侧手柄使锯带涨紧达到程度,同时调节好行程开关触头刚好碰到挡铁,处于开启状态。
 数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。
数控钢筋弯曲中心自动化水平高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特性。
整机采用先进的模块化设计思想,可便当地拆装组合,控制界面友好,操作简双方便,转运便当。关键零部件,采用高规格消费规范,减少设备毛病率,降低运用本钱。数控钢筋弯曲中心对场地顺应性强,可依据场地大小、钢筋笼长度合理布置设备。

切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征