




无缝钢管工艺流程
卫生级镜面管工艺流程:
??管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
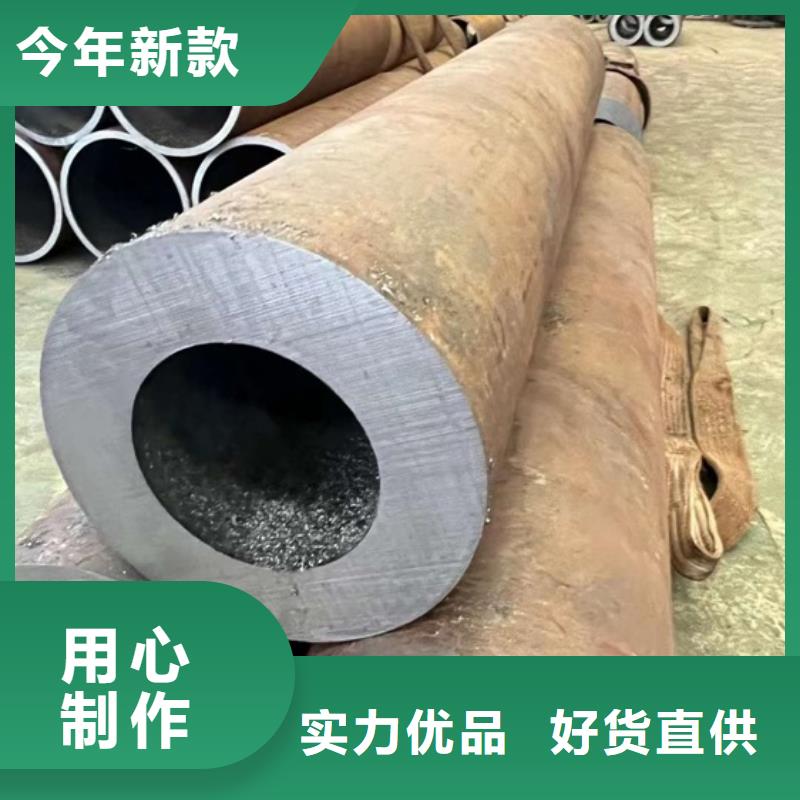
??厚壁工业管工艺流程:
??管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
DIN高精度精轧光亮精密无缝钢管 ????
工艺简介:优质碳钢、精轧、无氧化光亮热处理(NBK状态)、无损检测、钢管宏钜钢管13969580678内壁以专用设备刷洗并经过高压冲洗、钢管上防锈油作防锈处理、两端封盖作防尘处理。
主要特点:钢管内外壁高精度、高光洁度,热处理后钢管无氧化层,内壁清洁度高,钢管承受高压,冷弯不变形,扩口、压扁无裂缝,能作各种复杂变形及机械加工处理。钢管颜色:白中带亮,具有较高金属光泽。
主要用途:汽车用钢管宏钜钢管13969580678、对钢管宏钜钢管13969580678的精度、光洁度有很高要求的用户。
石油钻探管(YB528-65)是用于石油钻探两端内加厚或外加厚的无缝钢管。钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的方法与工具接头联结。
船舶用碳钢无缝钢管(GB5213-85)是制造船舶I级耐压管系、Ⅱ级耐压管系、锅炉及过热器用的碳素钢无缝钢管。碳素钢无缝钢管管壁工作温度不超过450℃,合金钢无缝钢管管壁工作温度超过450℃。
汽车半轴套管用无缝钢管(GB3088-82)是制造汽车半轴套管及驱动桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧无缝钢管。
柴油机用高压油管(GB3093-86)是制造柴油机喷射系统高压管用的冷拔无缝钢管。
液压和气动缸筒用精密内径无缝钢管(GB8713-88)是制造液压和气动缸筒用的具有精密内径尺寸的冷拔或冷轧精密无缝钢管。
冷拔或冷轧精密无缝钢管(GB3639-83)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。选用精密无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
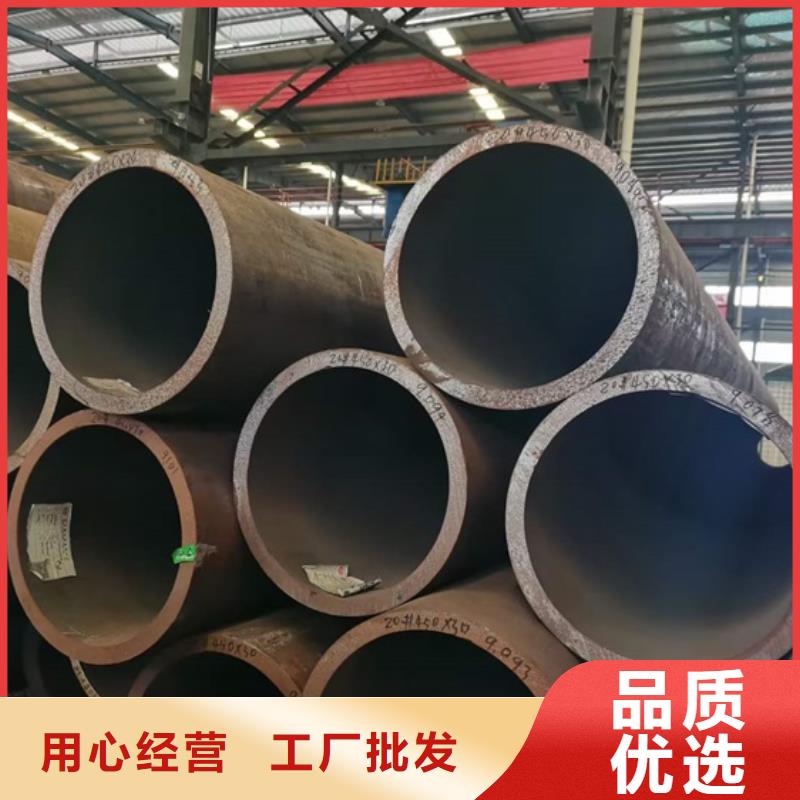
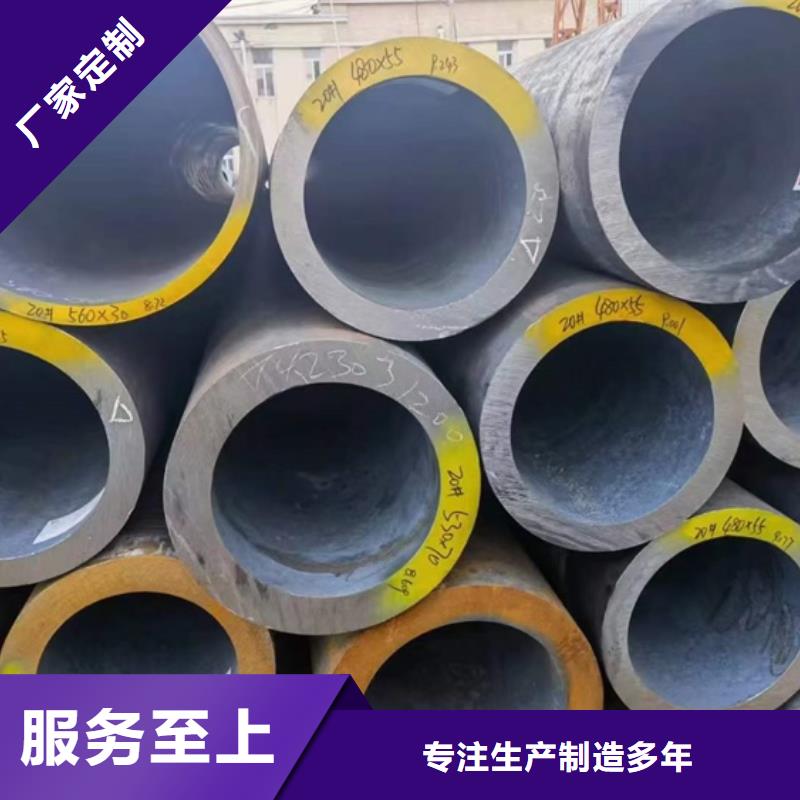
厚壁无缝钢管按材质分类
钢管的材质为10#、20#、35#、45#称为普通钢管,?合金钢管。
11、DIN 2394-2-1994精密焊接钢管 交货技术条件
12、DIN 2395-1-1994矩形或方形断面精密焊接钢管 尺寸
13、DIN 2395-2-1994矩形或方形断面精密焊接钢管 交货技术条件
14、DIN 2395-3-1981矩形或方形断面精密电焊钢管 汽车制造用钢管交货技术条件
15、DIN 2413-2-1993钢管抗内压力的壁厚计算
16、DIN 2445 Bbi-2000动态载荷无缝钢管、直管的计算原理
17、DIN 2448-1981无缝钢管的尺寸、单位、长度、质量
18、DIN 2470-1-1987允许工作压力在16bar以下的钢管气体管道、管道零件的要求
19、DIN 2470-2-1987允许工作压力在16bar以上的钢管气体管道、管道零件的要求
20、DIN 2916-1975无缝和焊接钢管的弯曲半径、设计图纸
