

为了让您更地了解我们的卷板钢管优缺点直缝焊管重量计算公式择优,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:卷板钢管优缺点直缝焊管重量计算公式择优的图文介绍


丁字焊接钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析螺旋钢管错边产生的原因及其措施是很有必要的。阳春直缝钢板卷管加工厂家 由于不切边钢带头尾的形状和尺寸精度较差,对接时易造成钢带硬弯而引起错边。模拟参数范围:竖直管:管径D=lOmm,管长L=660mm;三种立式丁字焊接钢管:管径D=10mm,丁字焊接钢管曲率直径和螺旋管径的比值的变化分别为Dc/D=15,20,25,螺旋节距Pt=20mm,管长分别为L=503mm,L=660mm,L=817MM。质量流量G=200~400Kg/(m2·s),热流密度q=5~15KW/m2,饱和压力p,饱和=0.414880MPa,饱和温度T,饱和=283.15K。



山特金属制品有限公司坐落于经济开发区汇通国际金属物流园,是专注生产 山东日照方矩管厂家的厂家。公司自成立以来,不断开拓进取、自主创新,如今已发展成为颇具生产规模的技术型企业。公司产品行销全国各地,在激烈的市场竞争中,我公司注重诚信、质量的系列内部管理,建成了完善的质保体系平台,以较高的技术含量和品质的服务赢得了市场的公认。公司一直秉承“质量至上、顾客至上、规范管理、持续改进、不自满”的理念,为客户提供高质的产品和质优的施工服务,我公司愿以诚挚的信誉,质优的产品,优良的服务与社会各界广结良缘,精诚合作,互惠互利,携手并进,共创美好伟业与明天。


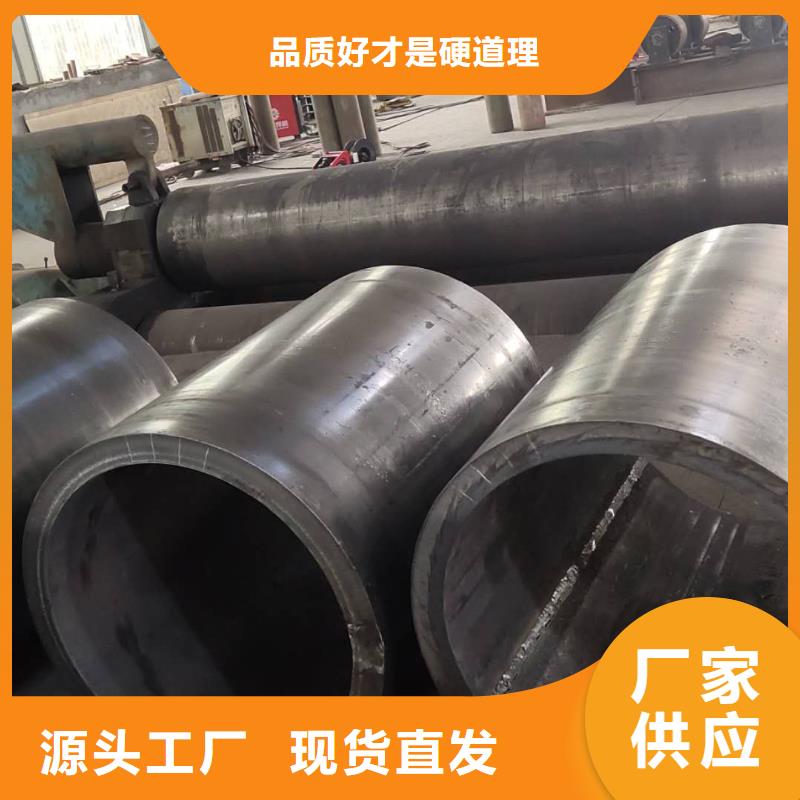
山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。



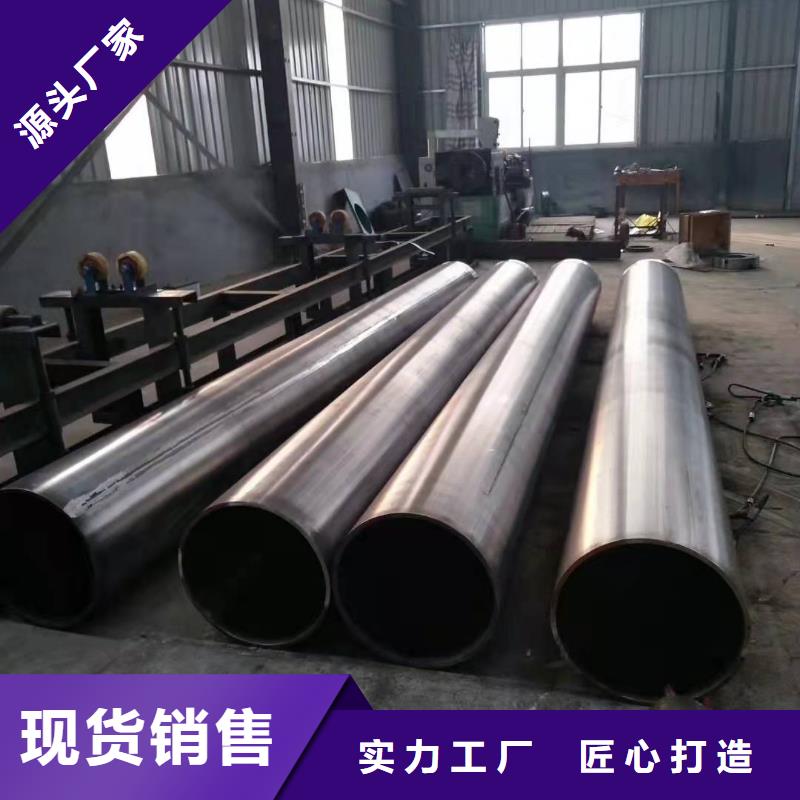
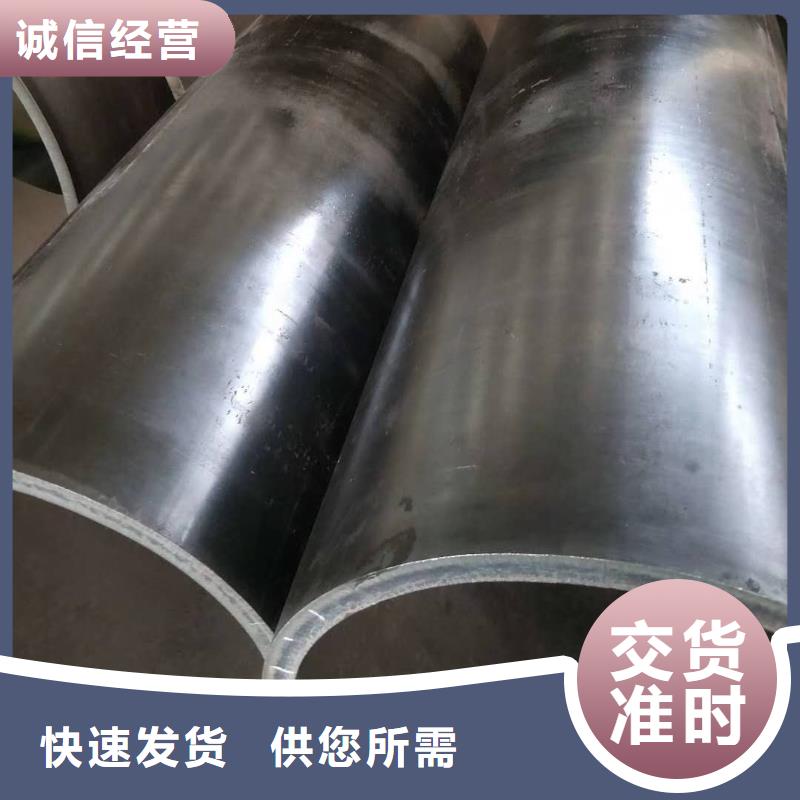
大口径厚壁钢板卷管,不锈钢卷管、锥形卷管、异形卷管工艺流程图 锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 大口径卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图



钢板卷管 铸造卷筒裂纹是一种在较高温度下形成的裂纹在体积收缩较大的合金和形状较复杂的铸件容易出现。? 产生原因:? 1.铸件结构设计不合理,有尖角,壁的厚薄变化过于悬殊? 2.砂型(芯)退让性不良? 3.铸型局部过热? 4.浇注温度过高? 5.自铸型中取出铸件过早? 6.热处理过热或过烧,冷却速度过激?1、铝和其他软金属?
