



更新时间:2024-11-16 04:34:59 浏览次数:6 公司名称:聊城 航萧管件有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |



衢州口碑好的拉弯基地
 航萧管件
弯管加工成型方面的方法囊括哪些。生产弯管的时候,很多人对于弯管的弧度内容都是非常关心的。所以处理弯管加工各个部分内容的时候,如何才能够在加工成型的处理中得到更好的效果是很重要的。希望在处理实际问题的时候都认真的来关心这些相应的情况,只有这样成型的多样化效果才能够变得很好,希望在生产中都认真的来考虑。
弯管加工成型方面的方法囊括哪些
,制烧结成型的技术
实际在进行弯管加工内容的时候,想要使得产品在成型各个部分表现的内容可以是非常好的。从产品在加工中的方法来看,制烧结成型这样的技术确实已经成为了很关键的一种技术。处理的过程中,特定温度的确认很关键。确认这方面内容的同时,低密度、烧结温度、烧结时间等多种问题还应该更好了解。
第二,注射成型方法应该清楚
从成型的技术处理来看,内部的注射相关的操作也是非常必要的。而在进行处理的时候,产品生产中高剪切作用是不可以忽视的,并且在粉末以及直径这些相关的问题都应该考虑起来,进行施工的过程中,配合好螺杆转速完成后,各个相关的情况才会变得更理想。
所以在弯管加工各个部分成型中的内容考虑的时候,这些相应的问题确实已经成为了很关键的一部分。并且从产品的加工成型中还应该清楚,挤出成型、吹塑成型、二次成型等多种技术都是非常关键的,选择了合适的技术之后,生产的各个部分情况才会处理到更理想。
航萧管件
弯管加工成型方面的方法囊括哪些。生产弯管的时候,很多人对于弯管的弧度内容都是非常关心的。所以处理弯管加工各个部分内容的时候,如何才能够在加工成型的处理中得到更好的效果是很重要的。希望在处理实际问题的时候都认真的来关心这些相应的情况,只有这样成型的多样化效果才能够变得很好,希望在生产中都认真的来考虑。
弯管加工成型方面的方法囊括哪些
,制烧结成型的技术
实际在进行弯管加工内容的时候,想要使得产品在成型各个部分表现的内容可以是非常好的。从产品在加工中的方法来看,制烧结成型这样的技术确实已经成为了很关键的一种技术。处理的过程中,特定温度的确认很关键。确认这方面内容的同时,低密度、烧结温度、烧结时间等多种问题还应该更好了解。
第二,注射成型方法应该清楚
从成型的技术处理来看,内部的注射相关的操作也是非常必要的。而在进行处理的时候,产品生产中高剪切作用是不可以忽视的,并且在粉末以及直径这些相关的问题都应该考虑起来,进行施工的过程中,配合好螺杆转速完成后,各个相关的情况才会变得更理想。
所以在弯管加工各个部分成型中的内容考虑的时候,这些相应的问题确实已经成为了很关键的一部分。并且从产品的加工成型中还应该清楚,挤出成型、吹塑成型、二次成型等多种技术都是非常关键的,选择了合适的技术之后,生产的各个部分情况才会处理到更理想。
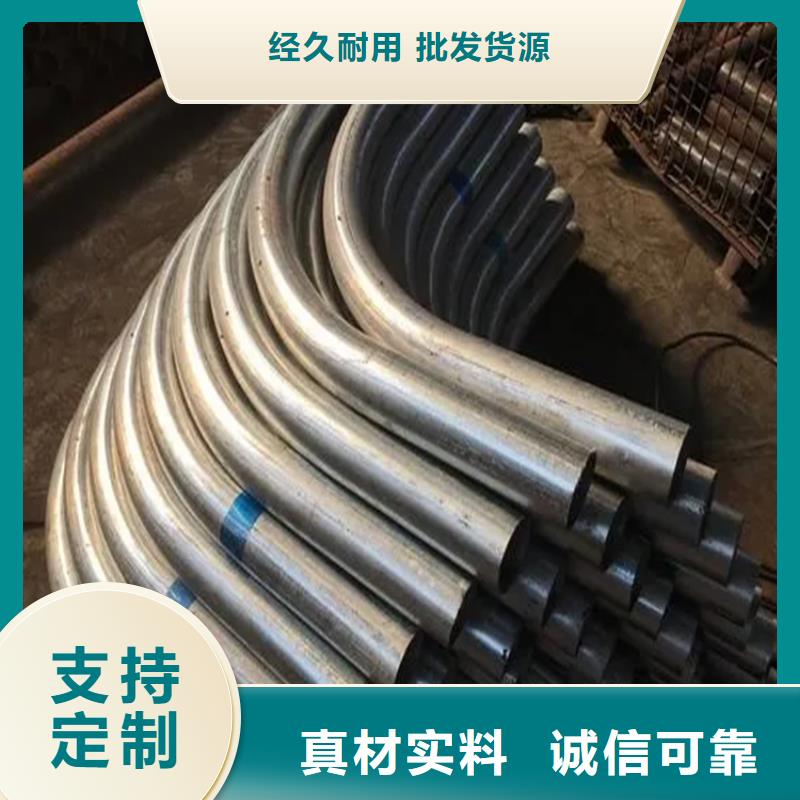
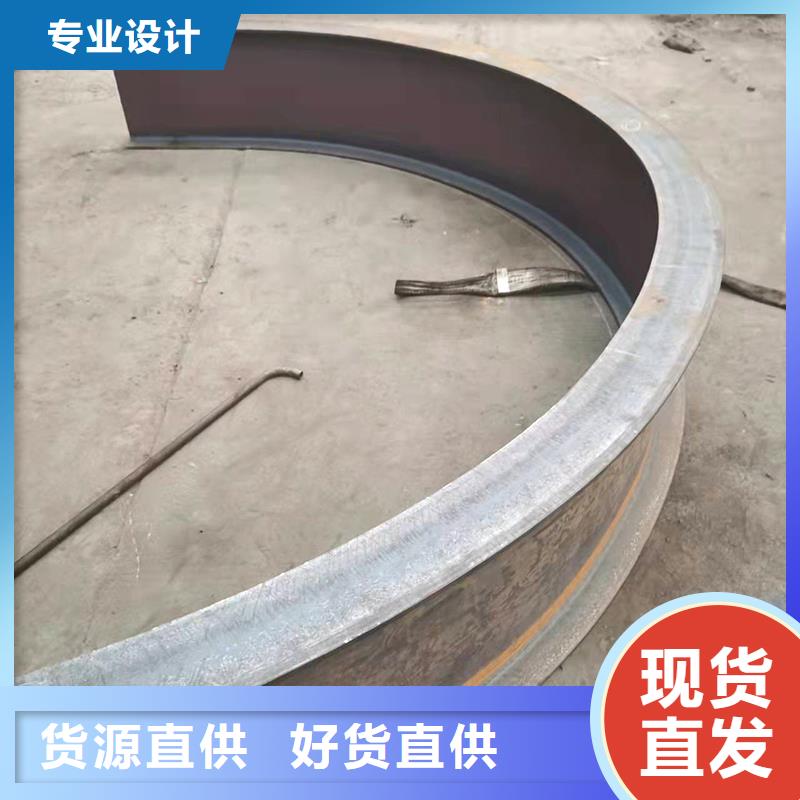
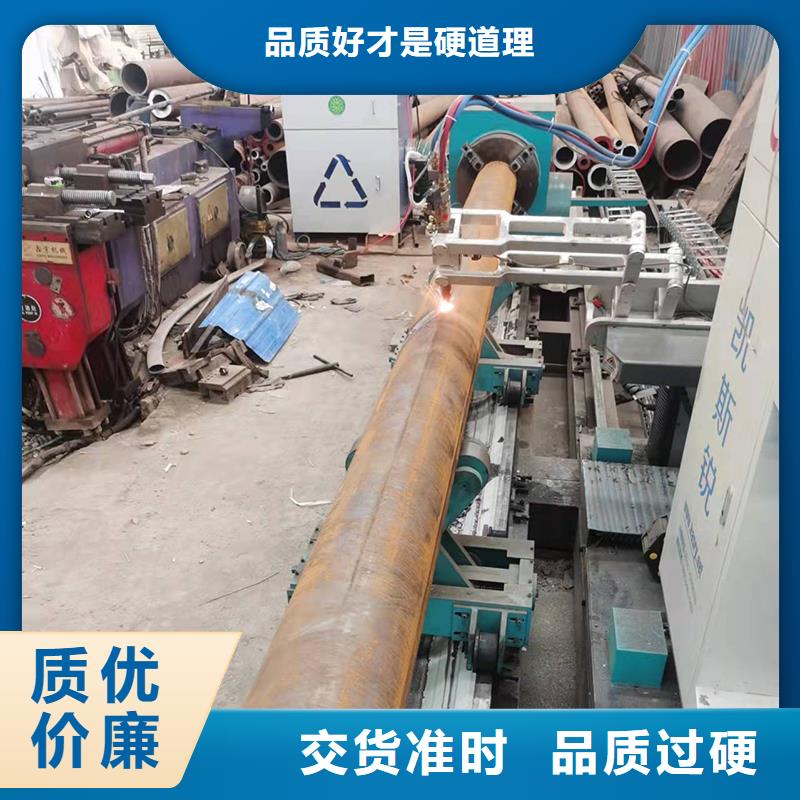
 本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
本公司拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务。
 对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。
对弯管加工工艺的选择有哪些差距
因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。
对弯管加工工艺的选择有哪些差距、如果在进行弯管加工时,由于使用热弯管加工工艺,因此不管管道直径大小,按规定装载干燥的细沙是必要的,加工加热的金属弯管时,可以调节温度,铝型材的弯管也用于弯管加工,但管道不需要沙子,为了减少弯头的椭圆度,使弯头的腹部呈凹面,可以轻拍弯头两侧管道壁的位置,在弯管加工部分和管道末端之间形成椭圆形。
对弯管加工工艺的选择有哪些差距
因此在实际的加工中不要忘记,用高合金钢管或有色金属管道加工弯头时,有效的方法应该是机械方法,如果需要沙子填充,就不要用锤子敲,防止弯管受损,铝管在弯管加工中同样需要沙子,弯管加工达到一定程度后,可以用特殊的测试设备检查平滑度,如果温度正确,可以将加工后的管段移动到平面上,将管段弯管加工到与模具完全匹配的位置,然后用湿布冷却,使用高压钢管进行弯管加工时,保证表面没有损坏。
在进行热处理之前,可以对其进行探伤准备,如果有缺陷应提前维修,磨损后弯管的管壁不能小于公称壁厚,如果弯管加工是必要的,应适当记录,实际上,弯头加工有多种方法,由于管道的原材料和材料不同,选择加工方法时也存在很大差异,但所有弯头加工过程的终目的是相同的,并保证弯头的质量。
那么,当弯管机的液压系统泄漏时,当弯管机的液压系统泄漏时,可以减少油管接头的数量,整合控制阀,防止系统漏油,为了减少整流时的液压冲击和机械振动,尽量延长整流时间,弯管机要定期检查,定期维修及时处置,防止泄漏的发作,其外部原因是由于油液不足而引起的。

 弯头的分类你了解多少呢众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。
弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。
用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。
弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。
冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。
在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。
有两种生产方法:
一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。
另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。
根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。
弯管生产的技术要求:
需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。
弯头的分类你了解多少呢众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。
弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。
用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。
弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。
冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。
在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。
有两种生产方法:
一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。
另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。
根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。
弯管生产的技术要求:
需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。