15206358344


联系我们

更新时间:2025-01-02 01:20:19 浏览次数:5 公司名称:聊城 山特金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 批发 |
| 发货期限 | 1-3天 |
| 供货总量 | 100 |
| 运费说明 | 电议 |
| 最小起订 | 1支订 |
| 质量等级 | 1级 |
| 是否厂家 | 生产厂 |
| 产品材质 | 235b等 |
| 产品品牌 | 山特金属 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可加工 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 吨 |
| 产品颜色 | 碳黑 |
| 质保时间 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 适用领域 | 管道 |
| 是否进口 | 否 |
| 质量认证 | 3年 |
| 产品功率 | 32 |
| 工作温度 | 常温 |
| 公司品牌 | 山特金属 |
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 椭圆度 | 正负3MM |
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
| 适用区域 | 电力 化工 设备 管道 电机壳等 |



钢板卷管新而干净的铝和其他软卷筒金属可以用溶剂清洗充分清洁。尘土和松散的腐蚀物可用清洁剂去除干净;旧涂料可以用塑料粒子或其他轻喷砂方法而用粗粒子(钢珠或钢丸)喷砂法会损坏软金属表面。这些金属表面可以先清洗以增加对油性或乳胶涂料的附着性。?
2、合金钢?
低合金钢卷筒一般不需要通过涂装来防护但要依靠所形成的自然氧化膜。如果需要去除不明显的锈斑进行涂装就需要高压或超高压水喷射法。为达到表面粗糙度还要求增加喷砂粒子。一般采用钢结构通常使用的涂装系统.
温馨提醒:卷筒金属材质表面涂装目的是为了满意外观为使得底漆和不金属紧密附着需要足够的粗糙度通常用坚硬的非铁喷砂粒子如氧化铝、石榴石、金刚砂
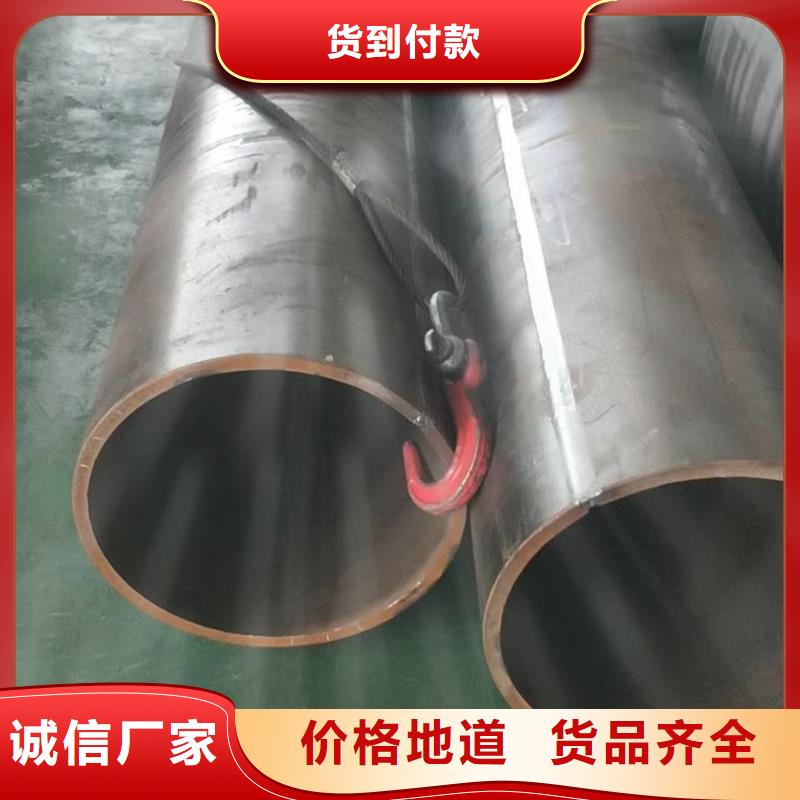
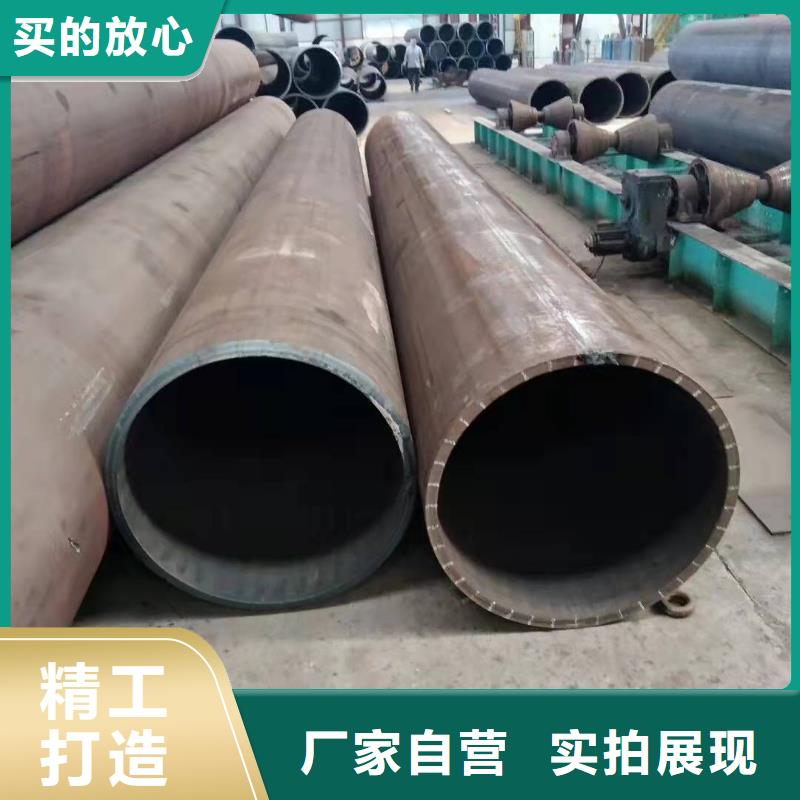
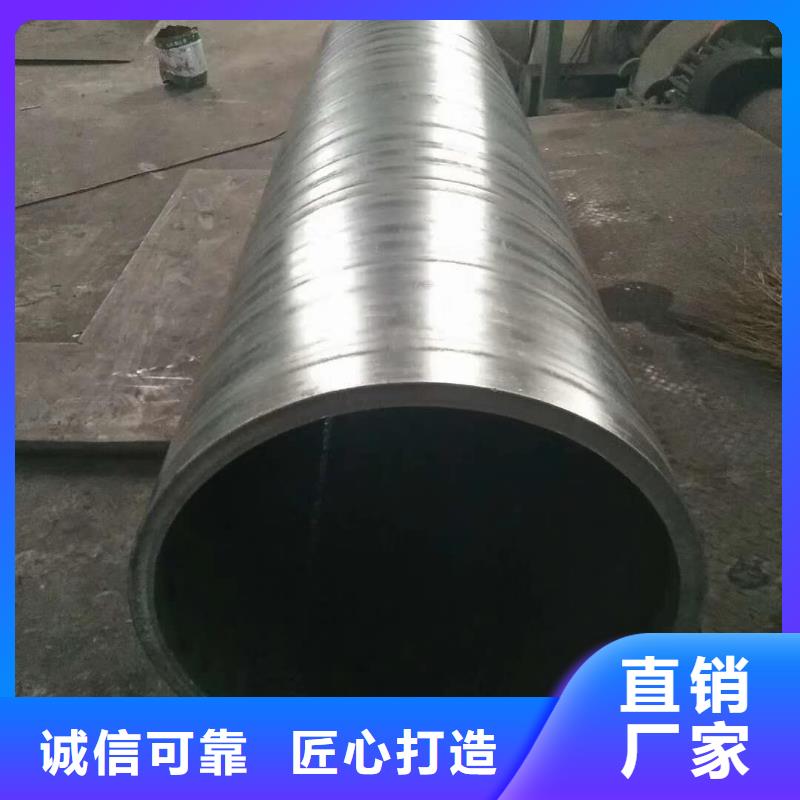
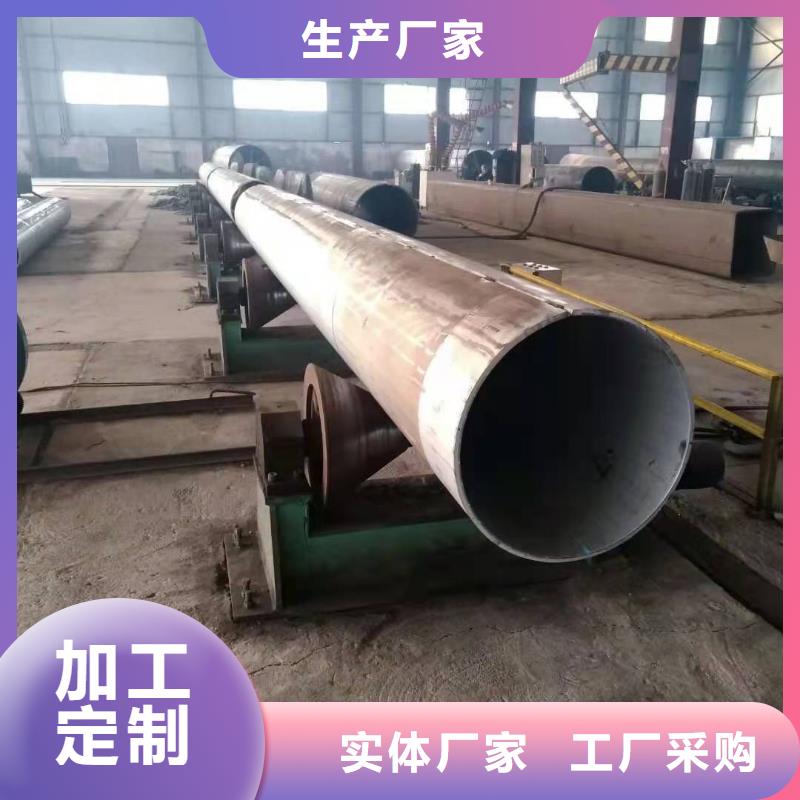
厚壁卷管致力于生产环缝、纵环各类卷管及钢制压力钢管并在传统卷制设备同类规格型号的基础上进行改造。使卷焊钢管设备的各项参数提高30%之功能,填补了原有传统卷制设备不能生产的空白。可生产直径400以上,壁厚8-100mm的钢管。材质主要有Q235、Q345、20#、16锰、16锰容等。产品执行标准为:GB/T50205-2001、GB/T3092-2001等。产品广泛用于石油、化工、天然气输送、打桩及城市供水、供热、供气等工程。 
壁厚1-30厚的直缝焊管,热轧无缝化钢管的大型企业之一,产品执行:SY/T5037.GB/T9711、 GB/T8162-1999、GB/T8163-1999标准,广泛用于石油、天然气工业,化学工业,输送流体管道,桥梁打桩,基建工程及钢结构等。
按用户需求订做特殊规格、特殊壁厚的钢管及管,直缝卷管价格行情厚壁卷管、矩形钢管重量理算公式预期短期内市场报价弱稳为主卷管市场需求产量今日天津市场卷管 指导报价Q235B的材质主要有Q345B厚壁...Q345B卷管16mn卷管价能有何种动力支撑出现抬...厚壁卷管厂在年底前的趋势山特钢板卷管厂检修及产能发展的知识主导城市平稳运行卷管市场出货一般Q235B卷管-Q345B卷管-卷管。
山特金属制品有限公司是一家专业生产卷管、厚壁卷管、钢板卷管、大口径卷管、丁字焊管、钢板卷筒、直缝焊管、钢护筒、钢管桩、电机壳的钢管企业。本公司生产0mm,壁厚14mm至3N、12Cr1Mov、15Crmo、X42、X46、X60、OCr13、1Cr17等,货源充足、欢迎广大客户来人来电垂询!
公司成立多年来,坚持以客户需求为中心,本着及客户之所及,想客户之所想的经营理念,以“一支起售,薄利多销,货真价实,供货及时”的经营原则。公司以雄厚的资金实力,的管理经验,严格的进货质量监控体系,保证了产品的质量。卓越的产品,良好的信誉享誉各地,深得各大钢厂和用户的信任和支持。
本公司提供以下服务:
(1)批零兼营,一支起售。
(2)客户可以随意挑选自己所需的长度或其他要求。
(3)提供气割、锯切等配套服务。
(4)代订、代购各类钢厂合同或特殊规格。
(5)调剂本库暂缺的规格,省去您奔波采购的辛劳。
(6)运输,量大可直发您的地点。
(7)节假日不休息,随到随提。
(8)所售钢管,公司负责质量,为您排除后顾之忧。
(9)本公司所供管材均附钢厂原始材质书,可收三个月承兑汇票
山特金属有限公司大口径钢板卷管 切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。 当长度a和深度d均在50mm内时,在裂纹的两端各延长15mm,连同裂纹起用铲削、电弧气刨、砂轮打磨等方法加工成坡口,再用Φ3.2的低氢型焊条补焊,并修磨平整;当其深度d大于50mm或累计长度超过板宽的20%时,除按上述方法处理外,还应在板面上开槽或钻孔,增加塞焊。