
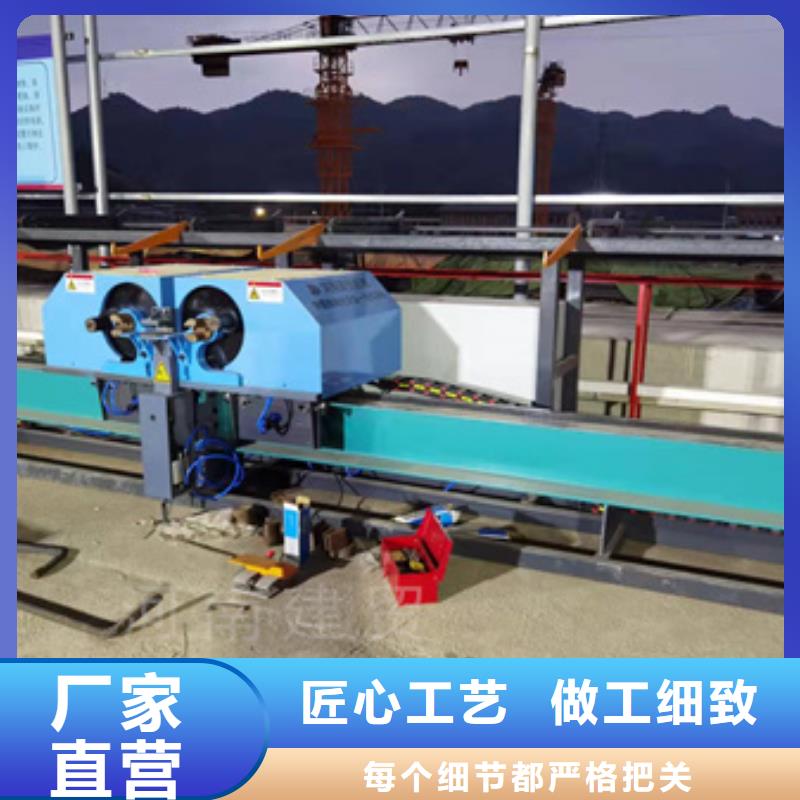





 全自动五机头钢筋弯箍机主要有进口PLC控制能同时工作,五个弯曲主机可以同时弯曲多跟钢筋,大大上升功率等级,可大大环比降低人工劳动强度。长期用于高速公路、高铁、核电站、建筑钢筋配送中间等领域。全自动五机头钢筋弯箍机一次能弯多少根钢筋一组推动切断用活塞;另一组驱动回转液压缸,带动弯曲工作盘旋转。切断机构的工作原理:在切断活塞中部装有 阀柱及弹簧,当空转时,出于弹簧及作用,使中部阀柱离开液压缸的中心油孔,高压油则从此也经偏心轴道流回油箱。在切断时,一人力推动活塞,使中间阀柱堵死液压缸的中部孔,这时由柱塞泵来的高压油经过油阀进入液压缸中,发生了高压推动活塞运动,活塞带动切刀实施切筋。此刻压力弹簧的反推力作用等于液压缸内压力。工作原理:由一台电动机带动两组柱塞式液压泵阀柱便退回原处,液压油又沿中部油孔的油路流回油箱。切断活塞的回程是依靠板弹簧的回弹力来实现。钢筋弯曲
全自动五机头钢筋弯箍机主要有进口PLC控制能同时工作,五个弯曲主机可以同时弯曲多跟钢筋,大大上升功率等级,可大大环比降低人工劳动强度。长期用于高速公路、高铁、核电站、建筑钢筋配送中间等领域。全自动五机头钢筋弯箍机一次能弯多少根钢筋一组推动切断用活塞;另一组驱动回转液压缸,带动弯曲工作盘旋转。切断机构的工作原理:在切断活塞中部装有 阀柱及弹簧,当空转时,出于弹簧及作用,使中部阀柱离开液压缸的中心油孔,高压油则从此也经偏心轴道流回油箱。在切断时,一人力推动活塞,使中间阀柱堵死液压缸的中部孔,这时由柱塞泵来的高压油经过油阀进入液压缸中,发生了高压推动活塞运动,活塞带动切刀实施切筋。此刻压力弹簧的反推力作用等于液压缸内压力。工作原理:由一台电动机带动两组柱塞式液压泵阀柱便退回原处,液压油又沿中部油孔的油路流回油箱。切断活塞的回程是依靠板弹簧的回弹力来实现。钢筋弯曲
 产品介绍:数控钢筋弯曲中心是推广的钢筋加工标准化的必备钢筋加工设备。数控钢筋弯曲中心是对建筑用6-32mm直条钢筋实现自动化弯曲的专业装备。目前在国内高速公路建设、高铁建设、城际铁路建设、地铁轻轨建设等工建设中钢筋加工得到大力的推广与普遍应用。产品特点:数控钢筋弯曲中心是一款能够同时弯曲多根钢筋的数控钢筋弯曲中心。数控钢筋弯曲中心还具备以下几方面优势:1、数控钢筋弯曲中心具有独特的弯曲机构设计;在弯曲过程中钢筋不会脱离弯曲模具,为操作工人提供更的人身保障。
产品介绍:数控钢筋弯曲中心是推广的钢筋加工标准化的必备钢筋加工设备。数控钢筋弯曲中心是对建筑用6-32mm直条钢筋实现自动化弯曲的专业装备。目前在国内高速公路建设、高铁建设、城际铁路建设、地铁轻轨建设等工建设中钢筋加工得到大力的推广与普遍应用。产品特点:数控钢筋弯曲中心是一款能够同时弯曲多根钢筋的数控钢筋弯曲中心。数控钢筋弯曲中心还具备以下几方面优势:1、数控钢筋弯曲中心具有独特的弯曲机构设计;在弯曲过程中钢筋不会脱离弯曲模具,为操作工人提供更的人身保障。
 本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面旋转;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度稳定、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于维修。可以采用智能化控制。弯曲
建贸机械设备有限公司
关于齐齐哈尔
立式钢筋弯曲中心的小知识
数控立式钢筋弯曲中心为了克服钢板剪切后翘曲严重的问题,将两台剪板机剪刃倾角减小到1.50,这样剪切力至少加大一倍。与上述标准机架上方有两根窄横梁不同,本次设计我们将承受全部剪切负荷的机架上方横梁合并为一根。为不增加或尽量少增加主液压缸直径,两个主液压缸被布置于机架上横梁偏于喂料入口一侧,即在工作台正上方一侧。这与液压剪板机的主液压缸均卷板机置于机架上方两根窄横梁之间是不同的。这样液压缸推力作用线就移到喂料一侧,即剪切位置处于后偏心轴与液压缸推力作用线之间。主液压缸与上刀刃或下刀刃等零部件的相对位置。故两主液压缸总推力比剪切力小许多。主液压缸直径可以不增加或少增加,从而保证主液压缸与液压系统都有相对较低的造价。
本实用新型包括,减速机、大齿轮、小齿轮、弯曲盘面其特征在于结构中:双级制动电机与减速机直联作一级减速;小齿轮与大齿轮啮合作二级减速;大齿轮始终带动弯曲盘面旋转;弯曲盘面上设置有中心轴孔和若干弯曲轴孔;工作台面的定位方杠上分别设置有若干定位轴孔。由于双级制动电机与减速机直联作一级减速,输入、输出转数比准确,弯曲速度稳定、准确,且可利用电气自动控制变换速度,制动器可保证弯曲角度。利用电机的正反转,对钢筋进行双向弯曲。中心轴可替换,便于维修。可以采用智能化控制。弯曲
建贸机械设备有限公司
关于齐齐哈尔
立式钢筋弯曲中心的小知识
数控立式钢筋弯曲中心为了克服钢板剪切后翘曲严重的问题,将两台剪板机剪刃倾角减小到1.50,这样剪切力至少加大一倍。与上述标准机架上方有两根窄横梁不同,本次设计我们将承受全部剪切负荷的机架上方横梁合并为一根。为不增加或尽量少增加主液压缸直径,两个主液压缸被布置于机架上横梁偏于喂料入口一侧,即在工作台正上方一侧。这与液压剪板机的主液压缸均卷板机置于机架上方两根窄横梁之间是不同的。这样液压缸推力作用线就移到喂料一侧,即剪切位置处于后偏心轴与液压缸推力作用线之间。主液压缸与上刀刃或下刀刃等零部件的相对位置。故两主液压缸总推力比剪切力小许多。主液压缸直径可以不增加或少增加,从而保证主液压缸与液压系统都有相对较低的造价。
 ●控制系统:该机采用国外成熟控制系统,可靠性高。控制系统具有故障识别及报警功能。●可设计多达60个弯角以内的任何形状的古今和轮廓型图形,可储存上成千上万种以上不同的产品形状,并设有储存图形库,以便多品种大批量生产。●能够连续生产任何形状的产品,而不需要机械上的调整;在修正弯曲角度时也不需要中断加工。传统工艺比较:●箍筋的传统加工工艺一般是利用单机将盘圆钢筋经过调制、切断、弯箍等工序而分布实现。其工艺较为落后,不能满足现代施工进度的需要,且大量浪费刚才、占用较大的空间、用工多、生产率低、箍筋尺寸精度和形状精度差。●数控弯箍机采用先进计算机数字控制,自动快速完成钢筋调直、定尺、弯箍、切断。该机效率极高,可替代20-30名钢筋工人,在钢筋加工领域独树一帜。弯曲
●控制系统:该机采用国外成熟控制系统,可靠性高。控制系统具有故障识别及报警功能。●可设计多达60个弯角以内的任何形状的古今和轮廓型图形,可储存上成千上万种以上不同的产品形状,并设有储存图形库,以便多品种大批量生产。●能够连续生产任何形状的产品,而不需要机械上的调整;在修正弯曲角度时也不需要中断加工。传统工艺比较:●箍筋的传统加工工艺一般是利用单机将盘圆钢筋经过调制、切断、弯箍等工序而分布实现。其工艺较为落后,不能满足现代施工进度的需要,且大量浪费刚才、占用较大的空间、用工多、生产率低、箍筋尺寸精度和形状精度差。●数控弯箍机采用先进计算机数字控制,自动快速完成钢筋调直、定尺、弯箍、切断。该机效率极高,可替代20-30名钢筋工人,在钢筋加工领域独树一帜。弯曲
