



想要更直观地感受滚压管珩磨管报价质量上乘产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:滚压管珩磨管报价质量上乘的图文介绍


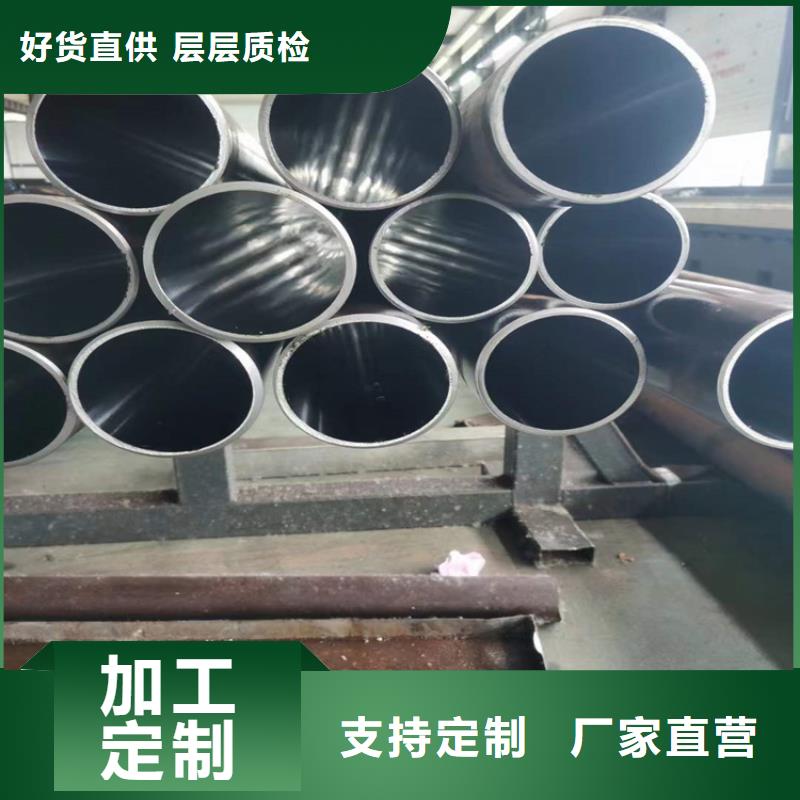
青海珩磨管油缸管绗磨管滚压是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。
为什么大口径厚壁绗磨管的同心度都没有那么的理想?大口径厚壁绗磨管精密钢管的成品都会有偏心厚度不均匀的问题 但是是怎么产生的呢?很多人都没有搞明白,今天 我们就来讲讲 冷拔钢管 冷轧钢管 热轧钢管等 无缝缝钢管的偏心是怎么产生的,为什么大口径厚壁绗磨管的同心度都没有那么的理想?滚压管



青海珩磨管油缸管绗磨管绗磨管的特点
1.外径更小。
2.精度高可做小批量生
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
冷拔油缸管热轧精密钢管是由连铸圆坯或初轧坯经步进梁式加热炉加热,高压水除鳞后送入粗轧机。粗加工材料被切割、尾随,然后送入精轧机进行计算机控制轧制。精轧后,经层流冷却,用卷取机卷取,形成直卷。直发卷发的头尾一般呈舌形和鱼尾形,粗细和宽度的准确性较差。卷重,内径760mm。直发钢卷经切头、切尾、切边、多道次矫直调平等精整线处理后,可再次切割或复卷,成为热轧钢板、热轧扁钢卷、纵剪带钢等产品。通过酸洗去除氧化皮并涂上油,可将热轧精轧钢卷制成热轧酸洗钢卷。滚压管

青海珩磨管油缸管绗磨管在工艺上绗磨工艺就是珩磨机进行深孔绗磨的珩磨工艺是磨削加工的一种特殊形式,又是精加工中的一种加工方法。绗磨加工时珩磨时利用珩磨头圆周上的一条或多条油石,同时使珩磨头旋转和往复运动,零件不动;或珩磨头只作旋转运动,工件来回运动,实现绗磨。而滚压加工原理:是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加适量的压力,硬度和强度增加,从而改变了工件表面的耐蚀性和配合性。滚压管是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。我厂专业生产销售:绗磨管、油缸管、气缸管、无缝管,冷拔油缸管、冷拔精密钢管、绗磨管、油缸专用管等,广泛用于汽车配件、摩托车配件、农业装备配件、工程机械、电机外壳、健身器材、家具制造等。技术条件为:内孔精度H3—H8,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#、45#、16Mn、304不锈钢、316L不锈钢、27SiMn及部分低合金钢,标准GB8713-88。规格为直径25-350mm,长度为2-12M的各种类型绗磨管,非标一支可定制。
山东熙达液压科技有限公司期待着与您的精诚合作!咨询电话:17706353138


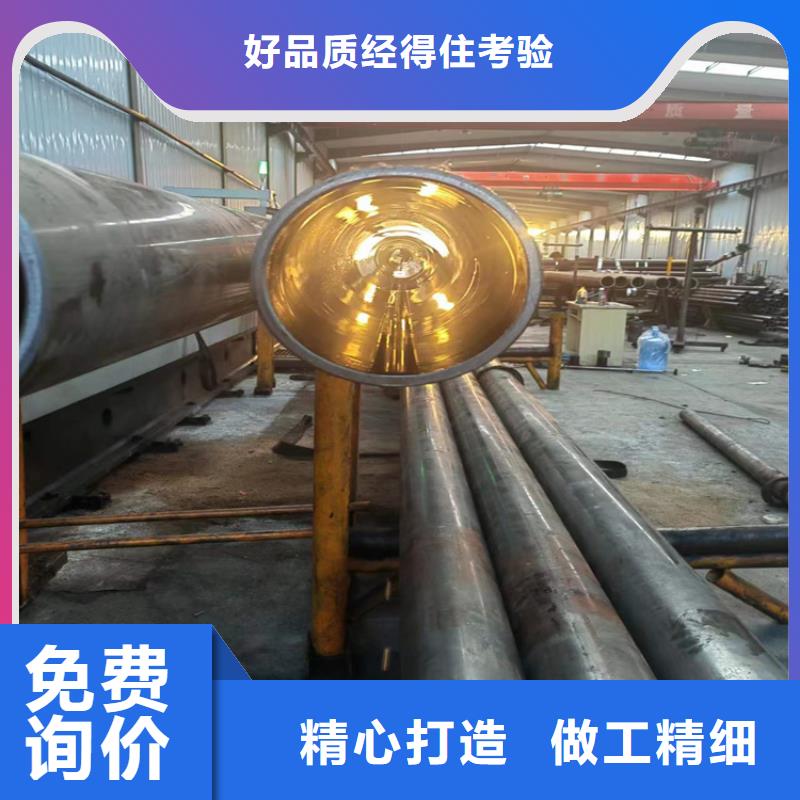
青海珩磨管油缸管绗磨管绗磨管按照材质主要有45号、40Cr、42CrMo、27SiMn、304等。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压管加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。



安达液压机械有限公司销售: 青海活塞杆厂家,品种全,价格低。产品畅销全国多个省市自治区。产品各项指标均符合标准,产品质量可靠、性能稳定。多年来公司牢牢把握技术创高新,产品创品牌,这一永恒主题,以诚信为立企之本,不断企业的品位,与各界新老顾客朋友共同促进,共谋发展,以创佳绩。公司始终以完善服务、合理的价格服务于广大客户。我们将继续致力于为客户提供产品和满意的服务,以赢得客户对我们的信任和支持。


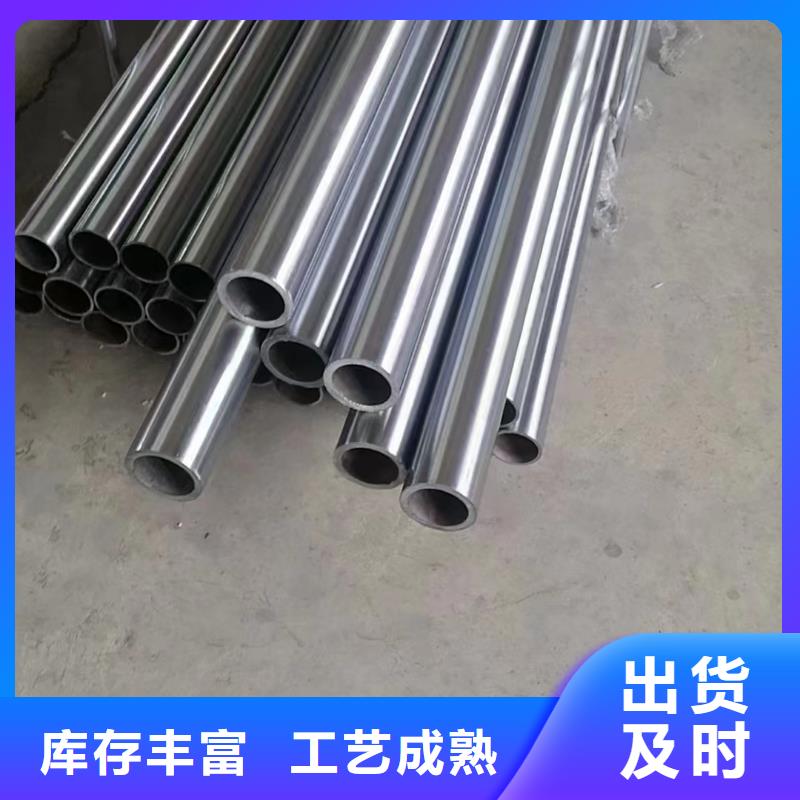
青海珩磨管油缸管绗磨管 冷拔油缸管的特性:
1.较小的外径。
2.精度高,可做小批量生产
3.冷拔产品精度高,表面质量好。
4.钢管的横截面积比较复杂。
5.钢管性能较好,金属致密。
冷拔油缸管由于表层存在残余压应力,有利于封闭表面微裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。无论采用何种加工方法,零件表面都会出现微小的不均匀的刀痕,并且会出现错峰错谷。滚压加工原理:利用金属在室温下的冷塑性特点,通过滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充原有的残余槽,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面组织冷硬化,晶粒变细,形成致密的纤维状,形成残余应力层。提高了硬度和强度,从而提高了工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种无切削的塑性加工方法。滚压管



