





普洱螺旋管厂介绍它的使用质量要求:
1.立管的垂直安装应小于每米3毫米,水平安装应小于1毫米。
2.支管不得焊接在焊缝处,弯曲处应避免焊缝。
3.焊缝要求是直的,焊缝是满的,焊缝表面没有烧穿或裂缝。
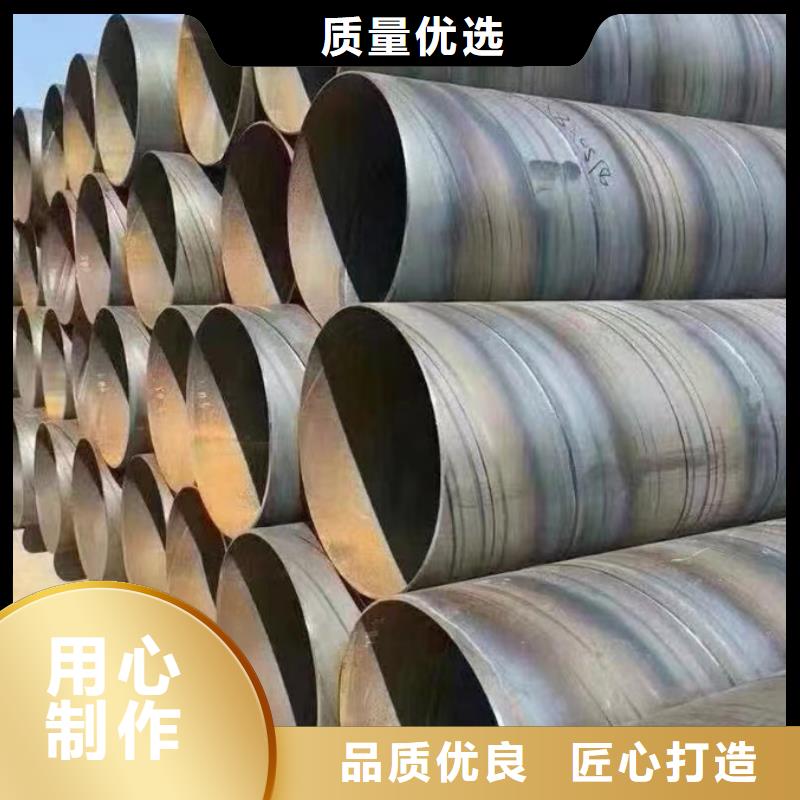
普洱螺旋管厂将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

2、普洱螺旋管硫裂(硫引起的裂纹):焊接硫偏析带很强的板材(特别是软沸腾钢)时,硫偏析带中的硫化物,进入焊缝金属而产生的裂纹。其原因是在硫偏析带中,含有低熔点的硫化铁和钢中存在氢气。所以,为防止这情况产生,使用含硫偏析带少的半镇静钢,或镇静钢还明效的。其次,焊缝表面和焊剂的清洁,与干燥也是很必要的。
3、普洱螺旋管热裂纹:在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处,容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的丝很高的时候,比较容易产生。

普洱螺旋管布置(配管设计)应包括装置设备布置设计和螺旋管布置设计两部分,一般是由配管工程师来完成。装置设备布置设计是指通过计算机三维模型、电子CAD图或者图纸将一个生产装置所用的机械、设备、建筑物、构筑物等按一定的规则进行定位的设计过程。
普洱螺旋管涉及工艺流程要求,生产操作和检修要求,与四邻关系的要求,所在地形、地貌和面积大小的要求,自然环境和生活环境的要求等。装置设备布置设计的好坏直接影响到装置的操作、检修、、美观和经济性,它对管道设计也起到一个宏观控制作用。 螺旋管厂操作平台设置操作平台的设置除满足管道的操作要求之外,尚应考虑设备上仪表、人孔、手孔、视镜等方面的操作维护要求,同时还应考虑设备部件、螺旋管元件的检修要求,巡回检查要求,爬梯或梯子的设置要求,消防要求,照明要求等。

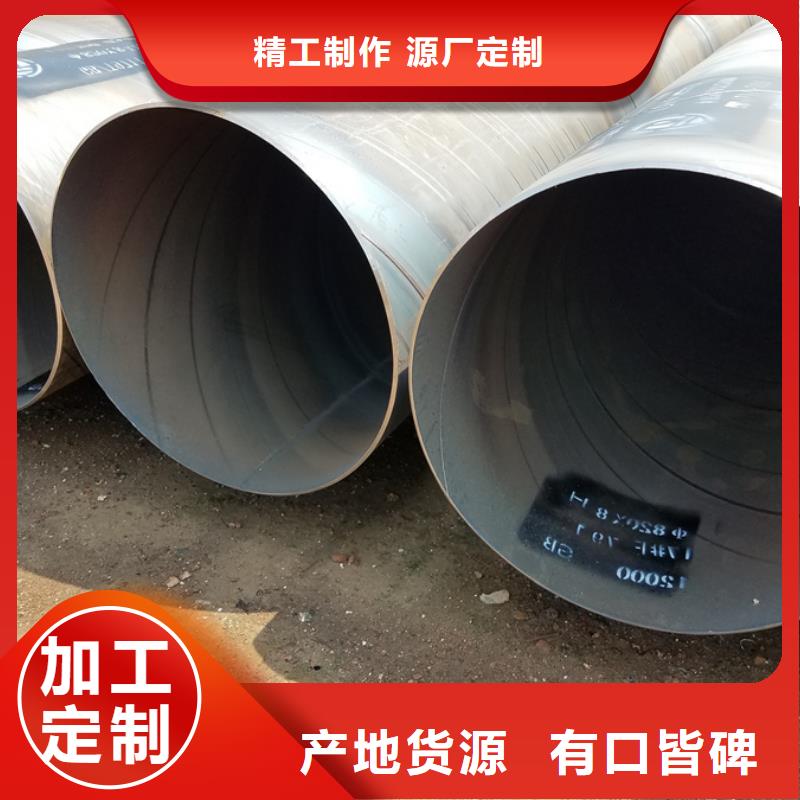
普洱螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)普洱螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)普洱螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)普洱螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)普洱螺旋管采用外控或内控辊式成型。
(6)普洱螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。

