


更新时间:2024-11-13 14:22:46 浏览次数:2 公司名称:聊城 山特金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 批发 |
| 发货期限 | 1-3天 |
| 供货总量 | 100 |
| 运费说明 | 电议 |
| 最小起订 | 1支订 |
| 质量等级 | 1级 |
| 是否厂家 | 生产厂 |
| 产品材质 | 235b等 |
| 产品品牌 | 山特金属 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可加工 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 吨 |
| 产品颜色 | 碳黑 |
| 质保时间 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 适用领域 | 管道 |
| 是否进口 | 否 |
| 质量认证 | 3年 |
| 产品功率 | 32 |
| 工作温度 | 常温 |
| 公司品牌 | 山特金属 |
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 椭圆度 | 正负3MM |
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
| 适用区域 | 电力 化工 设备 管道 电机壳等 |





焊接方法分类 螺旋焊接钢管 螺旋焊接钢管
按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。
电焊钢管:用于石油钻采和机械制造业等。
炉焊管:可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。按焊缝形状分类可分为直缝焊管和螺旋焊管 直缝焊管阳春直缝钢板卷管加工厂家
生产工艺简单,生产效率高,成本低,发展较快。
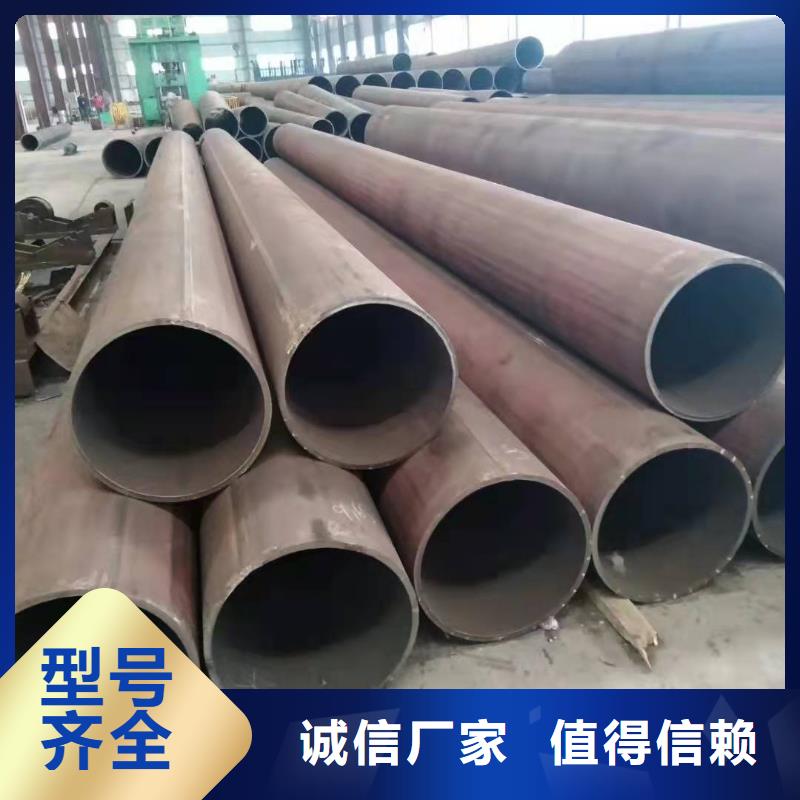
螺旋焊管
强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。
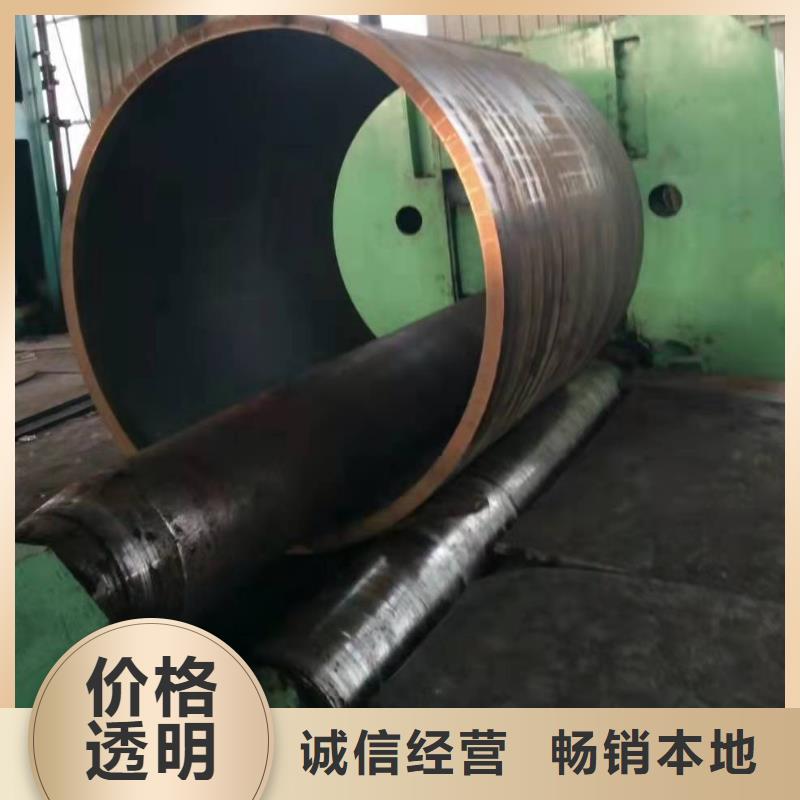
钢板卷管管节的卷制
在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:
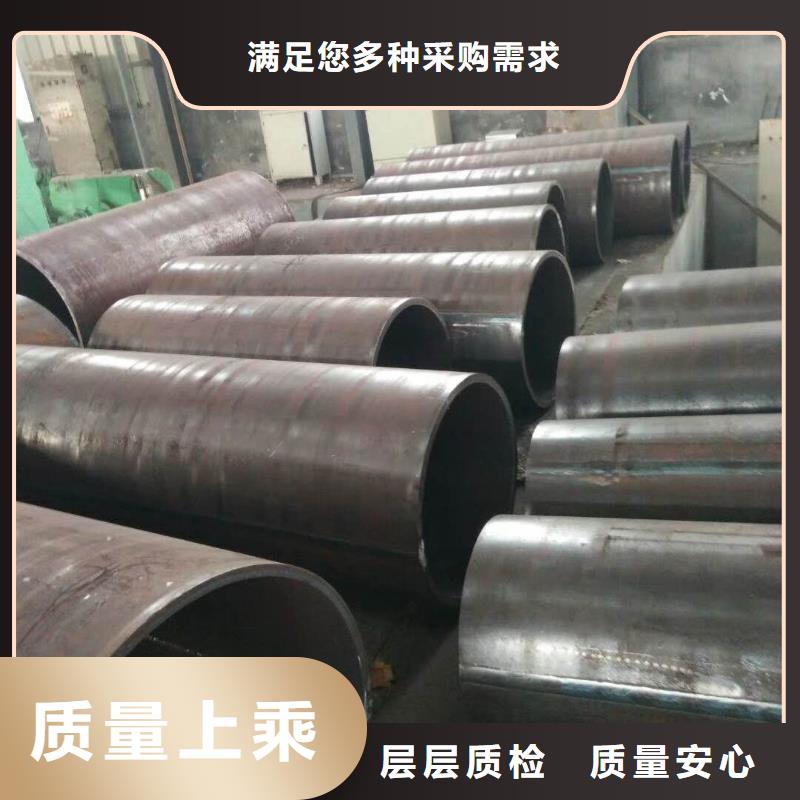
公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。
钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。
大多数情况下,在成型之後,以提高焊接管形质量。也就是说,扩径工艺成为了大口径直缝卷管生产中确保成品管质量的道重要工序。由于拉伸试验不便于测试,并且由硬度换算到强度很方便,因此人们越来越多地只测试材料硬度而较少测试其强度。特别是由于硬度计技术的不断进步和推陈出新,如卷管,直缝焊管板和直缝焊管带等,现在都已经可能直接测试硬度了。所以,卷管机认为存在个硬度试验逐渐代替拉伸试验的趋势。在抛光过程中阴极铅板表面会沉枳出层厚厚的铁,镍等杂质,影响钢板卷管阴极表面导电,导致电流下降,使拋光表面的阴去,严重影响抛光质量。因此,要及时将阴极板上的沉积物除去,有时形成硬质厚膜;,要敲打才能除下,后冲洗干净,以保为什么卷管同管段中有两个纵向焊缝?知识y在厚壁卷管清洗和预热过程中,首先是在喷(抛)射处理前,采用清洗的除去厚壁卷管表面的油脂和积垢采用加热炉对管躰预热至,使厚壁卷管表面保持干燥状态。在喷(抛)射处理时,由于厚壁卷管表面不含油脂等污垢,可增强除锈的效果,干燥的厚壁卷管表面也有利于钢丸,钢砂与锈和氧化皮的分离,使除锈后的厚壁卷管表面更加洁净。