

| 产品参数 | |
|---|---|
| 产品价格 | 3740/吨 |
| 发货期限 | 3 |
| 供货总量 | 600 |
| 运费说明 | 买家承担 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B Q355B |
| 产品品牌 | 一名 |
| 产品规格 | 齐全 |
| 发货城市 | 天津 |
| 产品产地 | 天津 |
| 加工定制 | 切割 打孔 除锈 喷漆 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 实际重量 |
| 产品颜色 | 黑色 |
| 质保时间 | 国标 |
| 外形尺寸 | H型 |
| 适用领域 | 机械加工 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产品功率 | 国标 |
| 工作温度 | 国标 |




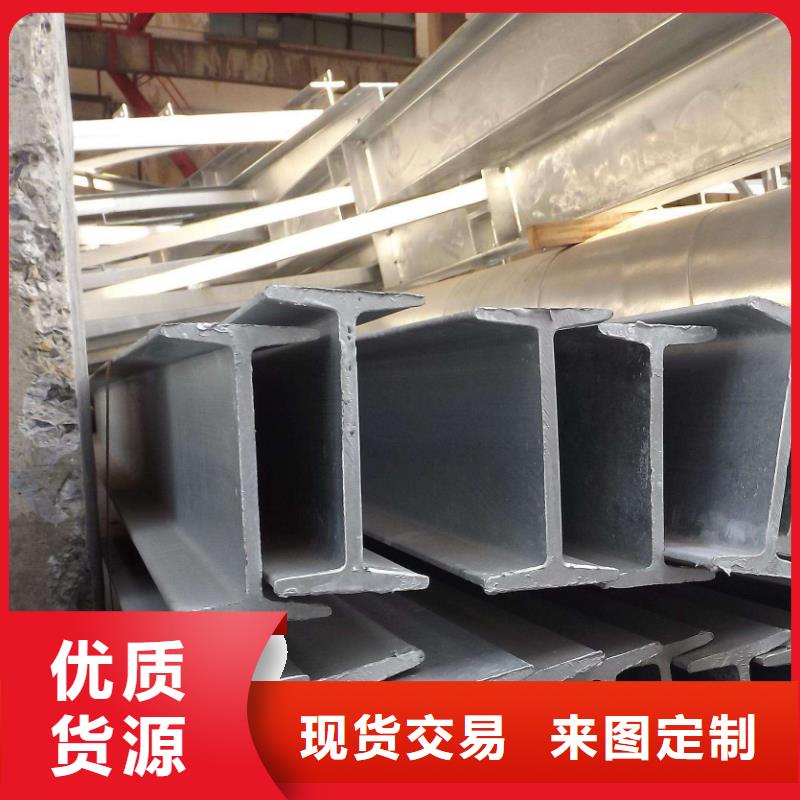
安康 一名钢铁 H型钢它们能使钢材更高地发挥效能,提高承裁能力。不同于普通工字型的是H型钢的翼缘进行了加宽,且内,外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成合理系列,型号齐全,便于设计选用。H型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊。由于截面形状合理压型钢板等)H型钢属于经济裁面型材(其它还有冷弯薄壁型钢由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的大轧制h型钢高度为800mm,超过了只能是焊接组合截面。
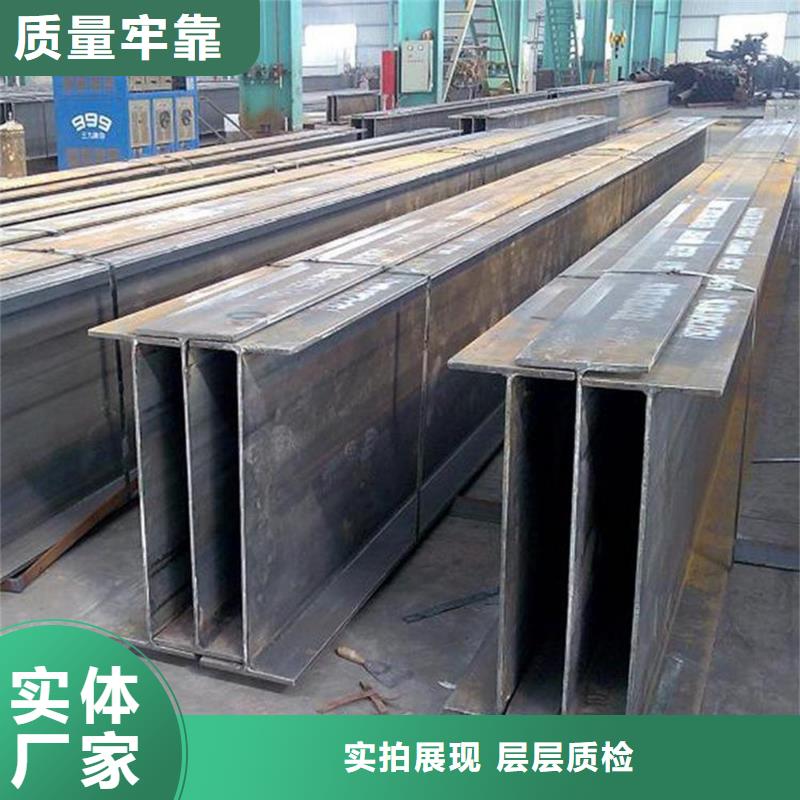
安康 一名钢铁 H型钢如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。然后进行相应的翻身则每道焊缝一次焊满如果板厚小于40mm焊接H型钢矫正焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于5mm.弯曲,扭曲变形采用火焰矫正,矫正温度控制在800到900且不得有过烧现象。
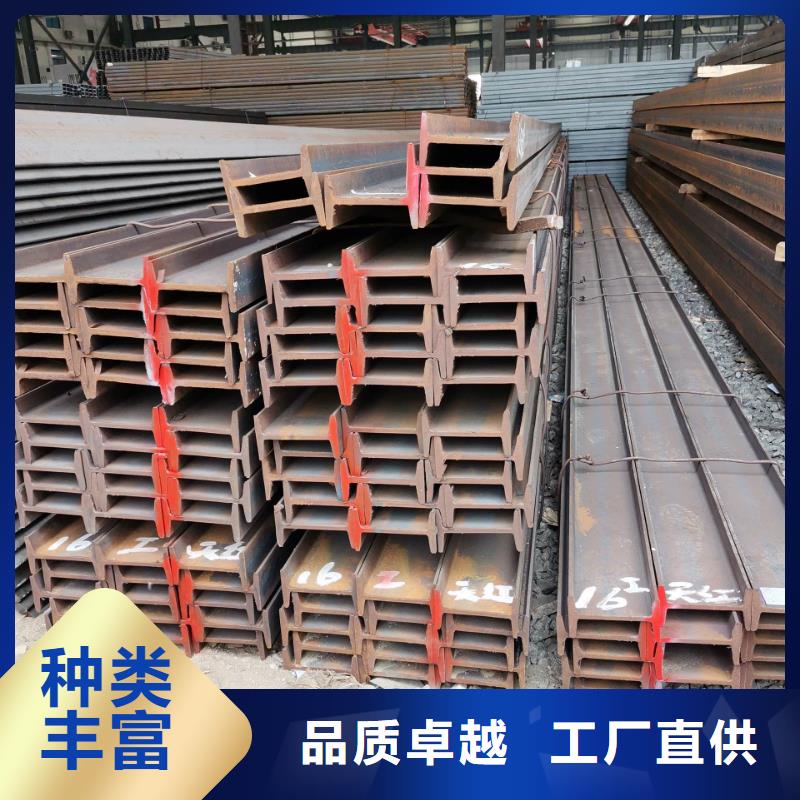
安康 一名钢铁 H型钢主要包括100*125*150*175*200*1250*1300*1350*1400*2500*2600*200等多个型号。表示方法:窄翼缘h型钢型号的表示方法为高度×宽度×腹板厚度(t×翼板厚度通常其高度尺寸较大,宽度尺寸较小,表现出高宽比较大的特点。例如200*100型号规格的窄翼缘h型钢,表示方法为200*100*5.5*500*200型号规格的窄翼缘h型钢。
主要包括*1300*2350*2400*3450*3500*3600*300等多个型号。表示方法:中翼缘h型钢型号的表示方法为高度×宽度×腹板厚度(t×翼板厚度通常其高度尺寸与宽度尺寸不同,表现为高度略大于宽度的特点。例如250*175型号规格的中翼缘h型钢,表示方法为244*175*7*450*300型号规格的中翼缘h型钢。
安康 一名钢铁 H型钢 方坯和异形坯常用连铸坯或初轧。钢坯先要进行精整和承重,之后放进步进式炉中加热到1200~1250℃后出炉。之后要先使用高压水为其除磷,再将它放进开坯机进行轧制。工厂里常见的开坯机是两辊可逆式轧机。轧件在轧制之后就会被进行热锯将头尾去掉。后再将它送入精轧机,进行定型。之后要将它切成合适的长度运到冷床进行冷却。冷却时大多用力冷。比如说在生产H型钢时它就拥有一套自己的流程。大号H型钢常选择异形坯比如说:小号H型钢常选择方坯生产不同的H型钢时要用不同的钢坯因为H型钢的腿厚与腰厚相差太多,所放会导致腰腿冷凝速度有差距,产生腰部波浪。步进式冷床可以使冷凝速度得到控制。冷凝后H型钢就要开始进行矫直。矫直后将H型钢的尺寸,外形和表面质量在检查台进行检查,并做上标记。