
云海旭金属材料有限公司
宁波36/53.3-34套筒0元寄样
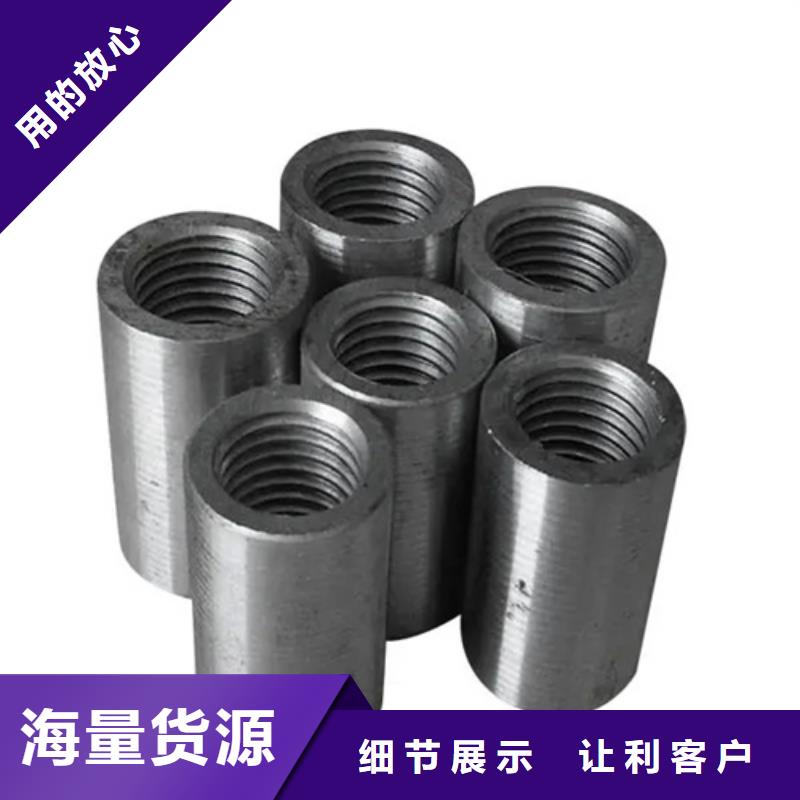
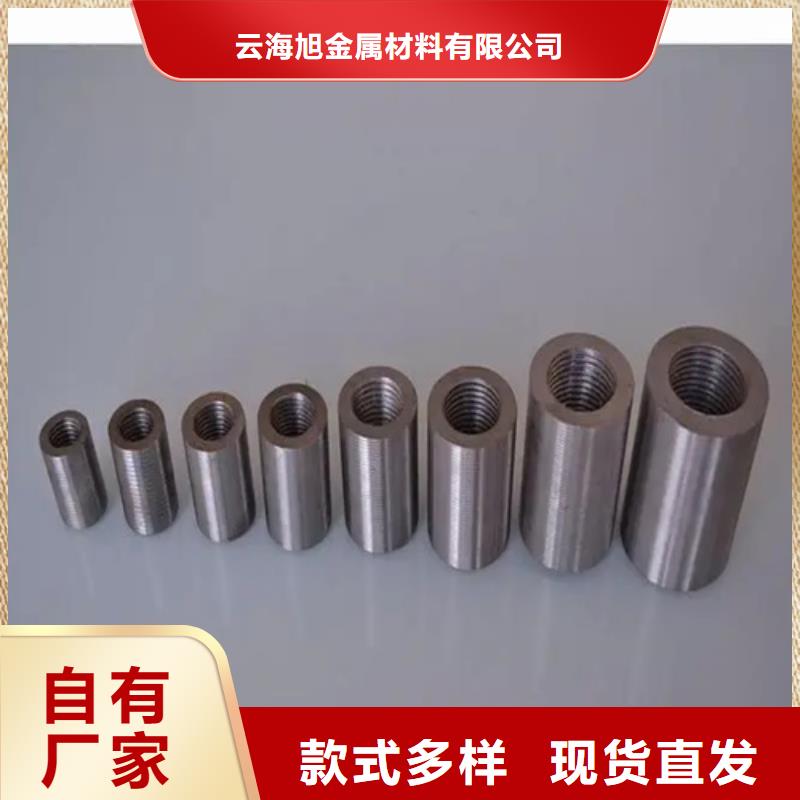
 钢筋套筒在制作时要注意以下九点:1.连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。2.钢筋应先调直再下料。滚丝机切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。不得用气割下料。3.加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距相一致,且经配套的量规检测合格。4.加工钢筋锥螺纹时,应采用水溶液切削润滑液。5.已检验合格的丝头应加以保护。6.连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩扳手拧紧。7.采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢固,连接套的外露端应有密封盖。8.必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。9.操作工人必须持证上岗。
钢筋套筒在制作时要注意以下九点:1.连接钢筋时,钢筋规格和连接套的规格应一致,并确保钢筋和连接套的丝扣干净完好无损。2.钢筋应先调直再下料。滚丝机切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲。不得用气割下料。3.加工的钢筋锥螺纹丝头的锥度、牙形、螺距等必须与连接套的锥度、牙形、螺距相一致,且经配套的量规检测合格。4.加工钢筋锥螺纹时,应采用水溶液切削润滑液。5.已检验合格的丝头应加以保护。6.连接钢筋时,应对正轴线将钢筋拧入连接套,然后用力矩扳手拧紧。7.采用预埋接头时,连接套的位置、规格和数量应符合设计要求。带连接套的钢筋应固定牢固,连接套的外露端应有密封盖。8.必须用精度±5%的力矩扳手拧紧接头,且要求每半年用扭力仪检定力矩扳手一次。9.操作工人必须持证上岗。
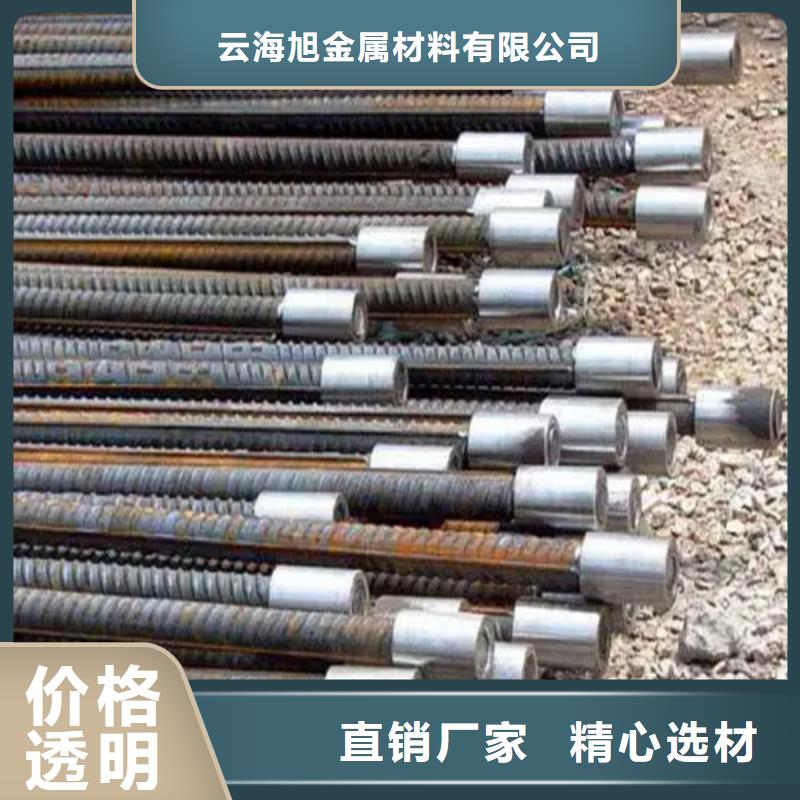
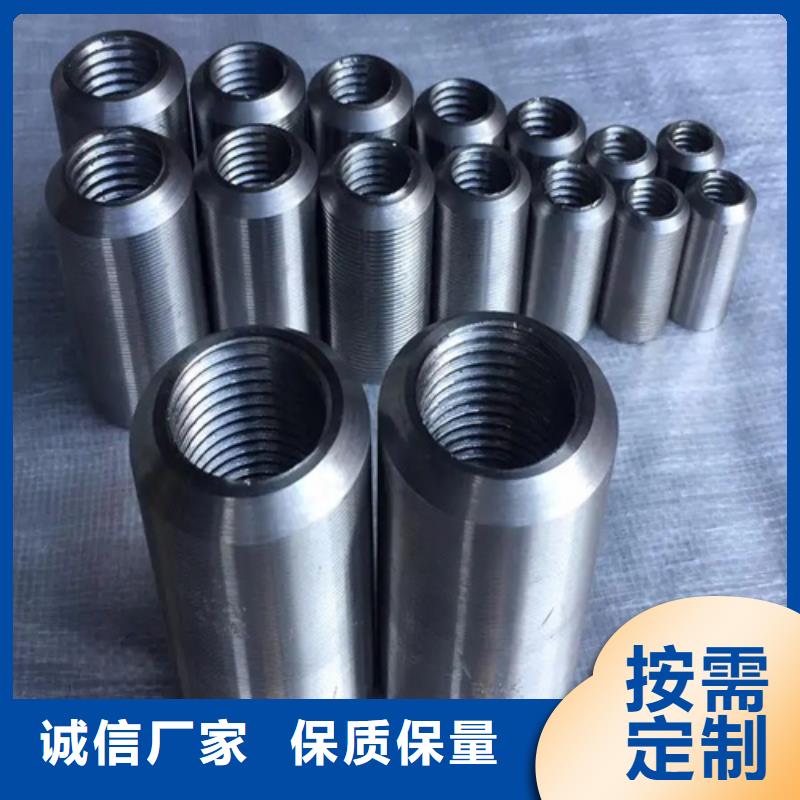
 今日,小编来给大家讲述钢筋套筒力矩扳手的操作和注意事项,希望能够为大家带来一些帮助。操作方法:1、新扳手出厂时通过验定,有产品合格证,力矩值设定在zui低方位上,运用前,要依据钢筋接头所需要的拧紧力矩,将扳手上的游动标尺刻度值设定在对应的方位上,即用专用扳手改变丝杠使游动标尺上的钢筋规格刻度对准扳手柄上刻线,然后将钳口平稳咬住被连接钢筋或套筒,用力抓住扳手手柄,顺时针匀加力,当听到“咔咔”动静时,既可中止加力,此刻钢筋接头的拧紧力矩值已达到规则的要求。2、调整扳手精度。用专用钥匙刺进尾部端雨孔内顺时针转增大力矩值,逆时针旋转减少力矩值。3、标定。依据《力矩扳手》(JG770-2003)第6.4条规则:"力矩扳手的检测周期不超过一年”
今日,小编来给大家讲述钢筋套筒力矩扳手的操作和注意事项,希望能够为大家带来一些帮助。操作方法:1、新扳手出厂时通过验定,有产品合格证,力矩值设定在zui低方位上,运用前,要依据钢筋接头所需要的拧紧力矩,将扳手上的游动标尺刻度值设定在对应的方位上,即用专用扳手改变丝杠使游动标尺上的钢筋规格刻度对准扳手柄上刻线,然后将钳口平稳咬住被连接钢筋或套筒,用力抓住扳手手柄,顺时针匀加力,当听到“咔咔”动静时,既可中止加力,此刻钢筋接头的拧紧力矩值已达到规则的要求。2、调整扳手精度。用专用钥匙刺进尾部端雨孔内顺时针转增大力矩值,逆时针旋转减少力矩值。3、标定。依据《力矩扳手》(JG770-2003)第6.4条规则:"力矩扳手的检测周期不超过一年”


