


针对无缝钢管的安装应用,都拥有 严苛的技术标准,要依据具体情况开展,另外还要依照操作规程,保证和品质。在平时的应用全过程中,无缝钢管必须留意以下几个方面:
一、无缝钢管应用前的施工准备
管路沟应挖好,管井切砖结束,必须的各种各样型号规格无缝钢管及时,所必须的各式各样的专用工具,包含直流焊机、自动切割机、冲击电钻、角磨机等提前准备齐备,仅有搞好一系列的准备工作才可以逐渐安装。
二、无缝钢管的安装
依据施工图设计开展管路精准定位,依据当场状况预制构件管道支架,随后依据设计方案和当场开展开料,随后用角磨机磨焊缝,再开展焊接。
三、应用品质规定
1、竖直安装的立管每米误差应低于3mm,水准安装的误差应低于1毫米。
2、焊接处不可焊接立管,弯曲处防止有焊接。
3、规定焊接竖直,焊接圆润,焊缝表层无烧穿、裂痕。


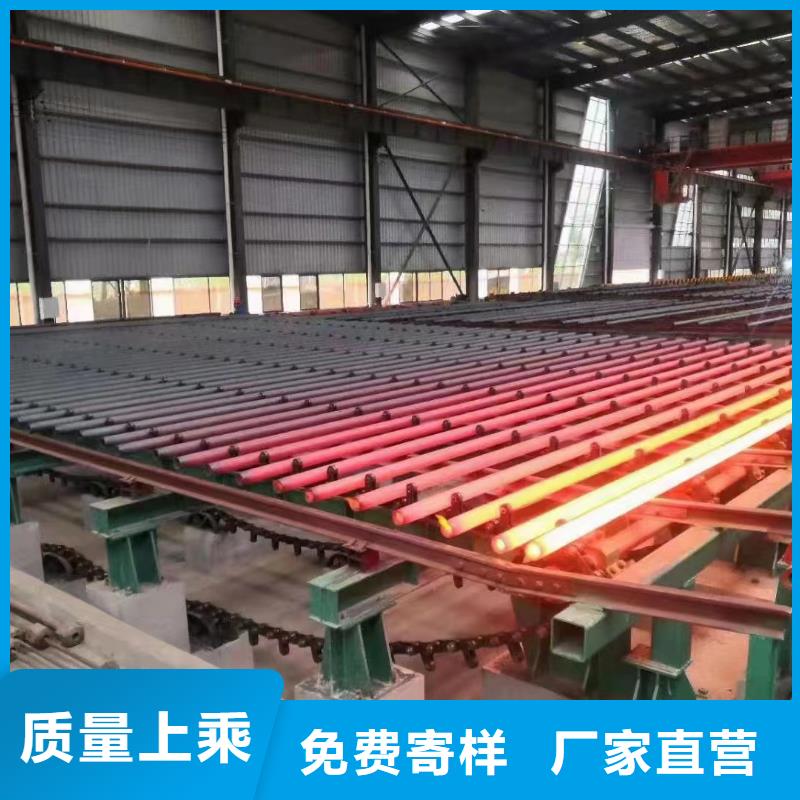
鞍钢无缝钢管厂原设计生产规格为 Φ57-140mm,壁厚4-20mm,长4-12m;
设计产量 6.19万吨/年,投产后三年(1956年生产了6.6万吨)超设计7%达产。
鞍钢无缝钢管厂的投产,结束了我国不能生产无缝钢管的历史。
从工厂破土动工,到 根无缝钢管问世,仅仅用了1年零3个月。
投产后的第二年(1954年)就先后试轧出了,锅炉管、地质管、油管和不锈钢管。



、由于无缝钢管精细铸造的缩短大大超越铸铁,为避免铸件呈现缩孔、无缝钢管缩松缺点,在铸造工艺上大都选用冒口和、冷铁和补助等办法,以完成次序凝结。
为避免无缝钢管铸件发生缩孔、缩松、气孔和裂纹缺点,无缝钢管应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及选用空 心型芯和油砂芯等来改进砂型或型芯的让步性和透气性。
2、由于钢液的流动性差,为避免无缝钢管铸钢件发生冷隔和浇缺乏,铸钢件的壁厚不能小于8mm;选用干铸型或热铸型;恰当进步浇注温度,一般为1520°~1600℃,由于浇注温度高,钢水的过热度大、坚持液态的时间长,流动性可得到改进。可是浇温过高,无缝钢管会引起晶粒粗大、热裂、气孔和粘砂等缺点。因而一般小型、薄壁及形状杂乱的精细铸造件,其浇注温度约为钢的熔点温度+150℃。
以上是小编总结的一些资料,本公司生产的无缝钢管,质量有保障,欢迎咨询。



我司是一家面向全国客户销售批发: 四川内江20G高压锅炉管、 四川内江20G高压锅炉管, 四川内江20G高压锅炉管等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。


无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。


