



更新时间:2024-11-07 11:36:44 浏览次数:3 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 35000/台 |
| 发货期限 | 3 |
| 供货总量 | 999 |
| 运费说明 | 不含运费 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 长葛 |
| 产品产地 | 长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 长葛 |
| 产品重量 | 4吨 |
| 产品颜色 | 红 |
| 质保时间 | 一年 |
| 外形尺寸 | 4*15米 |
| 适用领域 | 高速高铁 |
| 是否进口 | 否 |
| 产品功率 | 15千瓦 |





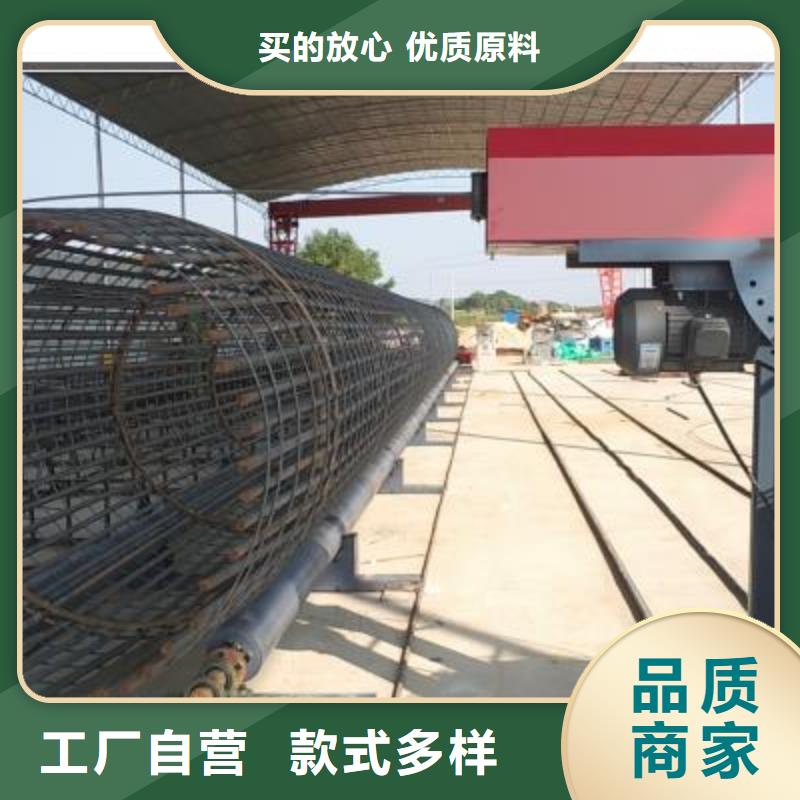
根据钢筋直径选择适当槽宽的压辊,共有两对压辊可选用。钢筋笼绕筋机一般的能保证钢筋穿入压辊后,在上下压辊间有3mm以内的间隙便是适当的。上压辊装在框架上,在穿料前须将旋转手轮抬起,当料进入压辊后立即旋下旋转手轮,通过旋转手轮,板式弹簧将料压在压辊之间,由压辊与钢筋之间的摩擦力牵引料前进。压辊之间的夹持力决定牵引力的大小,对整个工作质量关系很大。一般要保持料能顺利地被牵引前进为准,而调直筒旋转时,钢筋在压辊槽内又没有明显的转动,这样说明牵引力的调整是恰当的。钢筋笼绕筋机备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动铁辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。 钢筋笼缠绕机应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
 焊接质量可靠而且牢固,不容易在运输过程中滑动跑位。本设备全天24 h作业 12 h 为1班组 共2 个班组下面以加工成型一个桩径125cm 主筋Ф25mm,长度18m的钢筋笼为例:1个班组4人 80min生产1个标准节 标准节钢筋重370.5 kg滚焊机功率15kW.h 如果因注册信息不真实、冒用他人名义注册账号等引起的问题,由您承担责任,360不承担责任,如因您的原因给360或任何第三方造成或损害的,您应当承担,4.8您应当为您账号下的一切行为负责,因您行为而导致的您自身或其他任何第三方的任何损失或损害,360不承担责任,您有义务妥善保存您的账号和密码,并请您不要向任何第三方透露账号或密码信息,如出现或怀疑账号和密码遭到他人使用,请尽快通知360,以免您的利益受到损失,您完全理解并同意,任何因您自身过错(包括但不限于转让账号、与他人共用、自己泄露等)或您所用计算机或手机终端感染病毒或。360不承担任何法律责任,4.9您如果发现任何使用您账号或账号出现漏洞的情况。绕筋机
焊接质量可靠而且牢固,不容易在运输过程中滑动跑位。本设备全天24 h作业 12 h 为1班组 共2 个班组下面以加工成型一个桩径125cm 主筋Ф25mm,长度18m的钢筋笼为例:1个班组4人 80min生产1个标准节 标准节钢筋重370.5 kg滚焊机功率15kW.h 如果因注册信息不真实、冒用他人名义注册账号等引起的问题,由您承担责任,360不承担责任,如因您的原因给360或任何第三方造成或损害的,您应当承担,4.8您应当为您账号下的一切行为负责,因您行为而导致的您自身或其他任何第三方的任何损失或损害,360不承担责任,您有义务妥善保存您的账号和密码,并请您不要向任何第三方透露账号或密码信息,如出现或怀疑账号和密码遭到他人使用,请尽快通知360,以免您的利益受到损失,您完全理解并同意,任何因您自身过错(包括但不限于转让账号、与他人共用、自己泄露等)或您所用计算机或手机终端感染病毒或。360不承担任何法律责任,4.9您如果发现任何使用您账号或账号出现漏洞的情况。绕筋机
 建贸机械设备有限公司
建贸机械设备有限公司
 数控钢筋弯箍机 绕筋机使用的时候,遇到出现了不正常工作情况是什么原因造成的,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机出现不正常工作的原因有哪些!
1、当数控钢筋弯箍机工作时,达不到需要的弯度时,检查切断用高压情况,如切断高压有异常,应对照说明书调整压力大小;检查上下dao间隙是否存在过大的情况,如发现有异,应将其调整至0.2毫米左右即可;
2、检查机械性能是否良好、工作台和弯曲机台面保持水平;弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。转盘换向时,须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。
3、检查延时断开时间、继电器时间是否存在调整短的现象,如发现有异,应将其设定在0.2~0.4秒;检查是否待弯箍钢筋的强度过高,用户可用以前弯箍过的钢筋在机器上重切一次,以便分辨待切断钢筋的强度大于750N。
4、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
5、数控钢筋弯箍机不工作时,检查电磁换向阀是否存在损坏或内有杂物,如发现损坏,应对其进行更换,若是发现内有异物,拆卸下后对其进行清洗即可;检查交流接触器(KA2)是否存在开点烧坏的情况,若发现上述问题,可对其进行维修或更换。
数控钢筋弯箍机 绕筋机使用的时候,遇到出现了不正常工作情况是什么原因造成的,作为数控弯箍机订制厂商让小编带大家共同了解一下数控钢筋弯箍机出现不正常工作的原因有哪些!
1、当数控钢筋弯箍机工作时,达不到需要的弯度时,检查切断用高压情况,如切断高压有异常,应对照说明书调整压力大小;检查上下dao间隙是否存在过大的情况,如发现有异,应将其调整至0.2毫米左右即可;
2、检查机械性能是否良好、工作台和弯曲机台面保持水平;弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。转盘换向时,须在停稳后进行。作业完毕、清理现场、保养机械、断电锁箱。
3、检查延时断开时间、继电器时间是否存在调整短的现象,如发现有异,应将其设定在0.2~0.4秒;检查是否待弯箍钢筋的强度过高,用户可用以前弯箍过的钢筋在机器上重切一次,以便分辨待切断钢筋的强度大于750N。
4、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。
5、数控钢筋弯箍机不工作时,检查电磁换向阀是否存在损坏或内有杂物,如发现损坏,应对其进行更换,若是发现内有异物,拆卸下后对其进行清洗即可;检查交流接触器(KA2)是否存在开点烧坏的情况,若发现上述问题,可对其进行维修或更换。
 南通钢筋笼地滚笼机质量上乘厂家
数控钢筋绕筋机进行操作的时候,要做好哪些方面的检查工作,作为济南数控绕筋机订制厂商,让小编带大家共同了解一下数控钢筋绕筋机操作前要做好哪些检查工作!
1、操作人员需要戴好安quan帽及防护手套,否则不准进入现场。
2、确认数控钢筋绕筋机周围没有其他非操作人员,以防出现意外造成难以挽回的后果。
3、为使设备具备良好的工况,开机前,应给各润滑点处加注润滑脂。
4、检查各箱体、减速机内润滑油是否充足。应使润滑油处于油标的中间偏上位置,油面过低应及时补充润滑油。
5、检查数控钢筋绕筋机各部位是否有螺丝松动现象。
6、检查气源、电源是否都已经接通,PE线接至接地点上。
7、检查各电器线路开关、检测开关等是否正常,检查各气管是否完好。
南通钢筋笼地滚笼机质量上乘厂家
数控钢筋绕筋机进行操作的时候,要做好哪些方面的检查工作,作为济南数控绕筋机订制厂商,让小编带大家共同了解一下数控钢筋绕筋机操作前要做好哪些检查工作!
1、操作人员需要戴好安quan帽及防护手套,否则不准进入现场。
2、确认数控钢筋绕筋机周围没有其他非操作人员,以防出现意外造成难以挽回的后果。
3、为使设备具备良好的工况,开机前,应给各润滑点处加注润滑脂。
4、检查各箱体、减速机内润滑油是否充足。应使润滑油处于油标的中间偏上位置,油面过低应及时补充润滑油。
5、检查数控钢筋绕筋机各部位是否有螺丝松动现象。
6、检查气源、电源是否都已经接通,PE线接至接地点上。
7、检查各电器线路开关、检测开关等是否正常,检查各气管是否完好。