








当制砂机锤头两侧发生摩擦损坏时,我们可以调整转子盘上四个锤轴的安装位置,继续使用。当锤头被严重划伤时,一般需要更换新的锤头。更换锤头时,可能需要确保转子之间的平衡力。
(1)调整机器进行卸料。制砂机安装后,其倾角不变,只能适应工况下确定的倾角。
(2)溢流堰的高度。调节溢流堰的高度可以改变沉降面积。当溢流堰升高时,矿石颗粒的沉降面积和制砂面积的体积会增加,因此新型对矿浆表面的搅动程度相对较弱,使溢流粒度变细。当溢流粒度较粗时,应降低溢流堰的高度。
(3)新转速。新的转速不仅影响溢流产品的粒度,还影响输送砂砾的能力。因此,在选择新的速度时,需要同时满足溢流细度和返砂生产率的要求。转速越快,返砂方面的产能越高。而作用由于浆料搅拌变强,溢流中夹带的粗颗粒增多,适用于粗磨循环使用的制砂机。
与轴承的使用寿命有直接关系,会直接关系到制砂机设备的使用寿命和运行功率水平。在这方面,注入的润滑油应干净并密封良好。众所周知,制砂机是采矿业的重要机器。排出空气和灰尘。在破碎机中,在破碎的过程中,一点灰尘点会造成大量的灰尘,但我们不能封闭整个尘源。此时,我们可以设置相同的防尘罩,及时有效地将灰尘吸走,有效防止灰尘扩散到空气中造成污染。
制砂机设备适用于破碎和成型软或中硬和硬材料,并广泛用于各种矿石,水泥,耐火材料,铝矾土熟料,碳化硅,玻璃原料,机制建筑砂,石头和各种冶金炉渣,特别是高硬度,超硬和耐磨材料,如碳化硅,烧结铝土矿和梅沙。
在制砂机设备的制作过程中有一定的身体摆动,但幅度不大。如果身体摆动特别厉害,那么原因可能有三个方面。
(1)可能是设备叶轮上的易损件磨损严重。如果叶轮上的磨损部件严重磨损,制砂机设备的内部运行将会不稳定,摆动将会过大。此时,只需更换易损件,使制砂机设备内的叶轮达到平衡状态。
(2)设备摆动过大可能是进料粒度过大造成的。在设计制砂机设备时,设备的进料粒度一般为4-5厘米。一般来说,当设备的进料粒度为3-4厘米时,成品砂量可以达到更多。进料过大,设备摆动过大。如果进料量太小,由于碰撞和破碎不足,很难达到完全的成品砂量。
(3)也有可能是设备的叶轮通道堵塞,如果叶轮通道堵塞,也会造成进给不均匀和机体过度摆动,只要排除叶轮通道堵塞,就可以解决机体过度摆动的问题。
制沙机的基本构成以钢铁作为材质生产的,长时间的露天作业或者水汽比较充分,加上一段时间的闲置,机体便会出现生锈的情况。还有就是机器内部破碎腔的锈迹是由于其内壁和物料在破碎过程中摩擦,严重的时候产生的内壁划痕,长期搁置不使用的时候就容易生锈。在设备生锈的时候也不要紧,但是为了防止其长期生锈要对锈迹进行处理,造成机器损伤并且还影响制沙机正常使用。那么在这之前还有对于制砂机的几种防锈的方法,可以防止锈迹的产生,也算是从根源上解决了生锈的问题。
1、电镀热度法。这种方法就是在制砂机的表层电镀或热度上一层比较不容易生锈的金属材料,如铝、锌等。镀上这些金属材料后可以在制砂机表层就能形成一层致密的氧化膜,氧化膜可以使得设备的表面避免与水和空气接触,所以就可以避免生锈。
2、涂料法。和电镀热度法异曲同工,就是在制砂机设备的表面涂一层油质性的材料、油漆等,可以使设备的铁质部分与外部的水和氧气隔绝,从而达到防止设备氧化、生锈的目的。
3、材料法。一般来说的制砂机的大部分部位都是用铁制造的,为了防锈我们可以将铁的部分用合金材料来代替,这样可以从根本上解决设备生锈的问题。
4、环境法。制砂机生锈一般是铁与水发生氧化反应,所以通过保持制砂机的在干燥的环境下工作,对防止制砂机生锈也是比较有·效的。
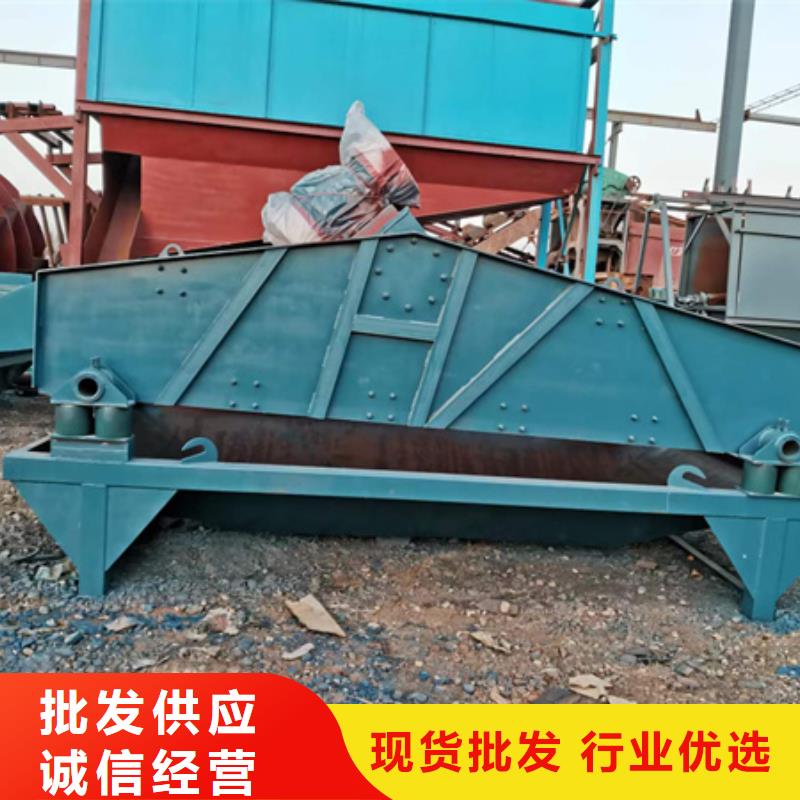
采石场粉尘严重污染环境,制砂机砂石生产线粉碎、筛分、皮带运输过程中产生的粉尘会严重影响厂区环境,因此应安装除尘设备进行处理。
制砂机可以配备脉冲布袋除尘设备,这样一来除尘效率高,操作简单,维护方便,排放浓度低。
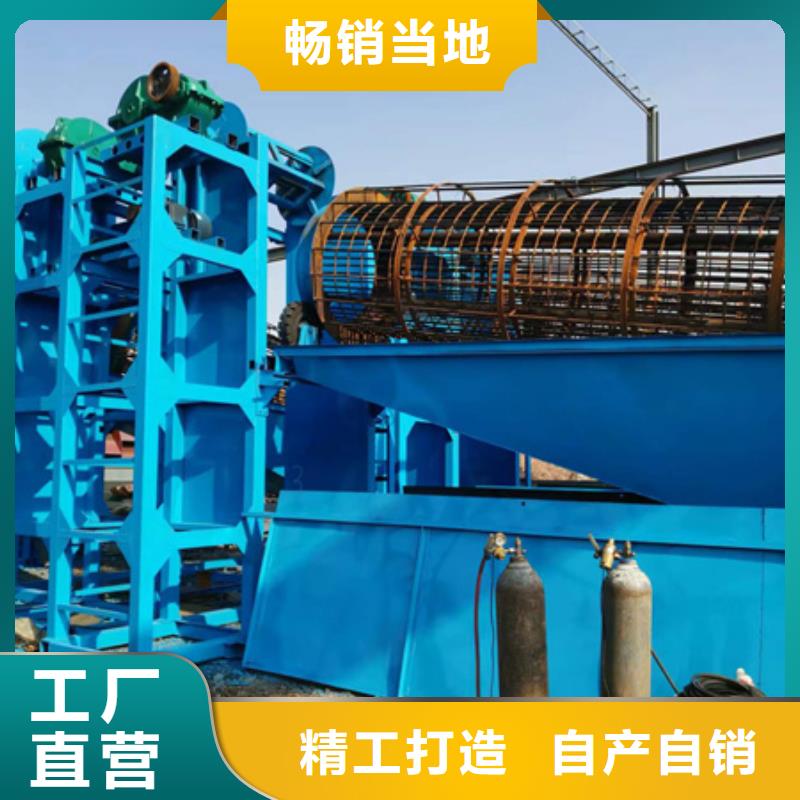
制砂机采用机械回转反吹平的设计,结构简单,运行稳定。方便日常操作和维护,除尘器能捕集制砂机,生产过程中产生的粉尘,粉尘捕集率在98/10以上,排放量在20毫克以下,是制砂设备除尘的理想产品。
制砂机石材厂的破碎设备采用旋风-布袋组合式结构,避免了高速含尘气流直接冲刷滤袋,延长了滤袋的使用寿命,提高了除尘效率。除尘器破碎设备使用稳妥,耐磨性高,非常适合在恶劣的新环境中工作!
制砂机布袋除尘器由上箱体、中箱体、灰斗、中间进出风管、喷射清灰系统、自动控制系统、管道系统和风机系统组成。通过合理设计的进气通道,含尘气体在进入滤袋过滤之前,通过专门设计的气体分流分配装置均匀进入过滤室。
当制砂机除尘器过滤器达到一定时间后,随着滤袋表面粉尘厚度的增加,设备运行阻力增加。此时,需要清洗除尘器,通过时间控制系统启动低压脉冲清洗程序,以时间序列脉冲方式清洗滤袋。在强脉冲气流的作用下,灰斗中的灰尘将被抖落,并通过灰斗下部的卸料阀排出。
