



数控钢筋弯曲中心有着重要的作用,想要了解更多数控钢筋弯曲中心的问题欢迎来电咨询,我们会用的服务来回答您的问题。 机械弯曲成形要求:1.在机械正式操作前,应检查机械各部件,并进行空载试运转正常后,方能正式操作,2.操作时注意力要集中,要熟悉工作盘旋的方向,钢筋放置要和挡架,工作盘旋转方向相配合,不能放反
液压油中杂质含量。取数滴液压油放在手上,用手指捻一下,若有较多的金属颗粒或闪光点(阳光下),证明液压油富含机械杂质过多。须进行不少于42h以上的沉积,然后将其过滤后运用。
当令替换液压油。停机后,操作作业设备使其置于 方位,封闭发主意,运用液压油自重,趁液压油热的时候放油(容易把机械杂质、油污带出),然后彻底清洁油箱及管路,参与新油。
 jmc
jmc
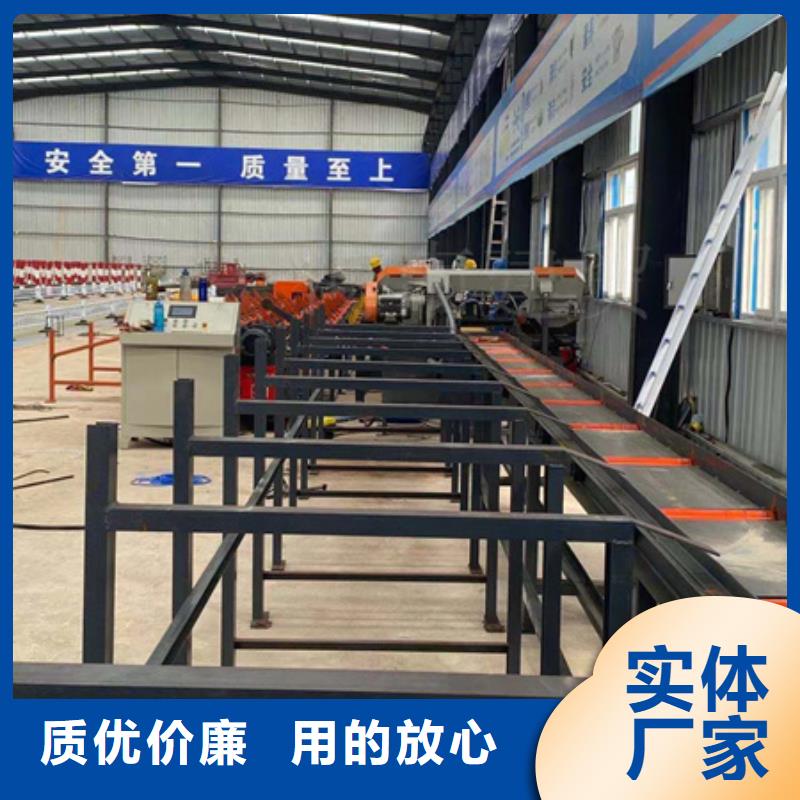
右侧为冷却切削液箱及水泵床身为铸铁件,固定在底座上,立柱由一大小圆柱组成,大圆立柱作为锯架动的导轨,是用以支撑锯梁上下升降运动,并保证的导向,小圆柱起辅助作用,从而保证锯条的正常切削。中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的装置为丝杆穿过液压油缸杆内孔,转动手轮或按动按钮,使左钳口左右运动。2:适用:主要应用于机械,锻造,加工等的下料。
1、全自动数控卧式带锯床是公司开发的新型光机电一体化设备,产品集国内外同类产品之精华,科技含量高,具有高自动化程度、高锯切精度和率等显著特点,是大批量下料的理想设备。
2、本产品大量应用先进成熟的数控技术,以可编程的PLC控制器替代常规电器控制,大大提高锯床的工作可靠性;以数字光栅尺为核心的送料控制系统,实现了送料的高精度;具有人机对话功能的“人机界面”操作面板可实现档案管理,多组程序预设,使操作更加智能化,机械操作极为简便且效率卓越;产品尚属国内首创,产品各项技术指标处于国内领先并达到国际同类产品先进水平。

液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。

需求从头校准笔直度,能够运用百分表,调整下锯床的锯条就能够了,如需求替换合金块,则及时替换新的合金块;、工件夹紧固定不牢,这也会增加锯床上的带锯条作业中跳动,从头固定作业,夹紧牢固。 还有即是确保锯床的安稳,如需求固定,则加地脚螺栓固定,究竟设备本身的作业安稳也同样首要。
在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件。
不论锯齿合适与否,随意进行切削,这就防止不了形成崩齿拉齿景象。2.齿距挑选失误,大锯齿锯切小截面的资料,也会有拉齿呈现。3.锯切槽钢、圆管、方管和别的异型资料时假如进给量把握不妥是简单呈现崩拉齿的,应特别留意。1.初始进刀把握失控,锯带没有缓慢平稳的接触工件,锯带迅速降低冲击切削,形成齿尖刹那间超负载崩齿。2.操作时因为马虎行事,致使工件未或的工件并不可靠,锯切时工件发作松动或振荡状,锯齿在不确定的外力作用下打齿。3.装置锯带不到位,锯带背部磨爬锯轮的止口边缘,使锯带异常作业。4.新锯带不进行正常磨合就高速切削,且进给量过大,形成崩拉齿,这种景象在操作中是对比遍及的疑问,应当倍加留意。5.锯切结束锯架抬升时。
