

在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在2(1) 砂型离心铸铁直管 砂型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。山东鹏瑞管业有限公司主营:球墨铸铁管,柔性接口铸铁排水管、管件的专业化大型企业. 在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2019和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,现我公司有大量球墨铸铁管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质
<茂名>鹏瑞管业有限公司 茂名国标DN200球墨铸铁管、国标DN200球墨铸铁管生产厂家
高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五、六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨)使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多、壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点、晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量、以防缩孔、气孔和石墨偏聚现象的发生。型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得的孕育效果。5.合金化铸铁常用的合金元素有Si、Mn、Cu、Cr、Mo、Ni、Sn、Sb、V、Ti、P等。其中Si、Mn、Cr、Mo、P以铁合金形式加入,Cu、Ni、Sb、Sn以金属形式加入,V、Ti以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉)、炉内(感应炉)还是炉前,需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分FeMn、FeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。鹏瑞球墨铸铁管

 <茂名>鹏瑞管业有限公司
<茂名>鹏瑞管业有限公司
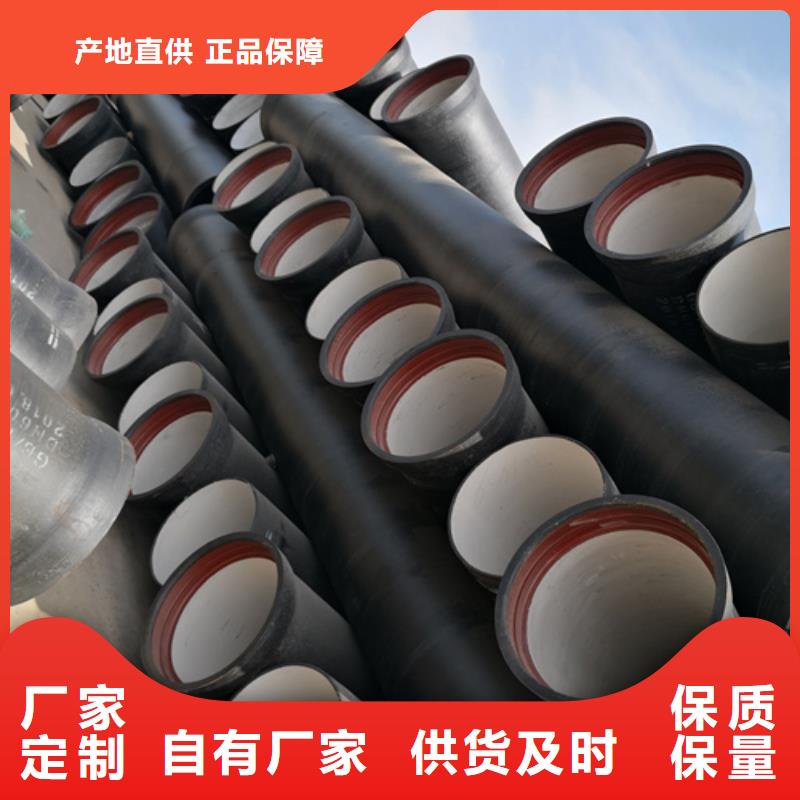
球墨铸铁管的弯头有几种球墨管厂家分享球墨铸铁管的弯头有T型、K型、N1型、S型。铸铁钢管其实质就是球墨铸铁管,因球墨铸铁管有铁的本质、钢的性能,所以有此叫法。球墨铸铁管中石墨是以球状形态存在的,一般石墨的大小为6-7级。质量上要求铸铁管的球化等级控制为1-3级,球化率≥80%,因而材料本身的机械性能得到了较好改善,具有铁的本质、钢的性能。特点:具有铁的本质、钢的性能、防腐性能优异、延展性能好、安装简易,主要用于市政工矿企业给水、输气等。

球墨管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等就行一次肉眼目测的外观检查,避免使用带病的部件。第二个保养的重点是验收工作时间我们应该着重注意到影响长期稳定运行的承插口胶圈下管(排管)等,要力求在这几方面的承口没有杂物。胶圈已北橡皮锤砸实不翘不扭,均匀地卡在槽内。球墨管的维护保养过程中,由于动管轴心线是深埋在地下的,因此遇有倾斜角时,要小心,若阻力过大,切勿强行开挖,以防橡胶圈扭曲。球墨管在冬季的维护还需要注意用热水预热,以减少硬度,迅速安装。 另外,如果项目所采用的球墨铸铁管在质量上符合标准,那么我们应该注意胶圈、焊接等的交直流两用。球墨铸铁管作为一项改善施工环境的新型管材,只有应用得当,产品质量过硬,才能减少安装项目中的不必要麻烦,日后的维护保养工作也相对容易些。