


观看我们的产品视频,就像打开了一扇通往直缝管45#大小口径厚薄壁工期短发货快产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
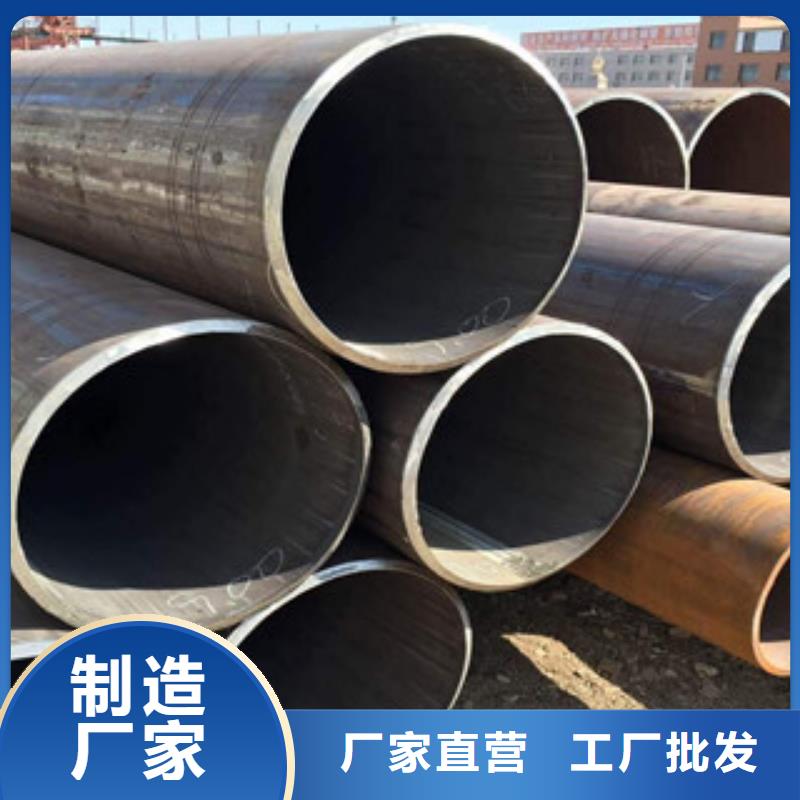
以下是:直缝管45#大小口径厚薄壁工期短发货快的图文介绍

焊接工艺:
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点:
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。


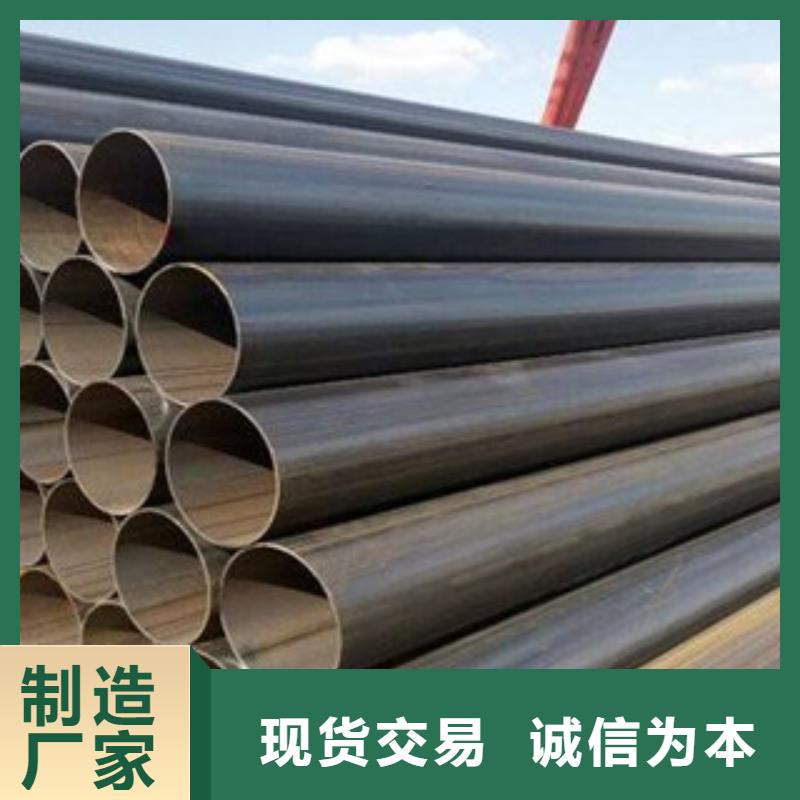
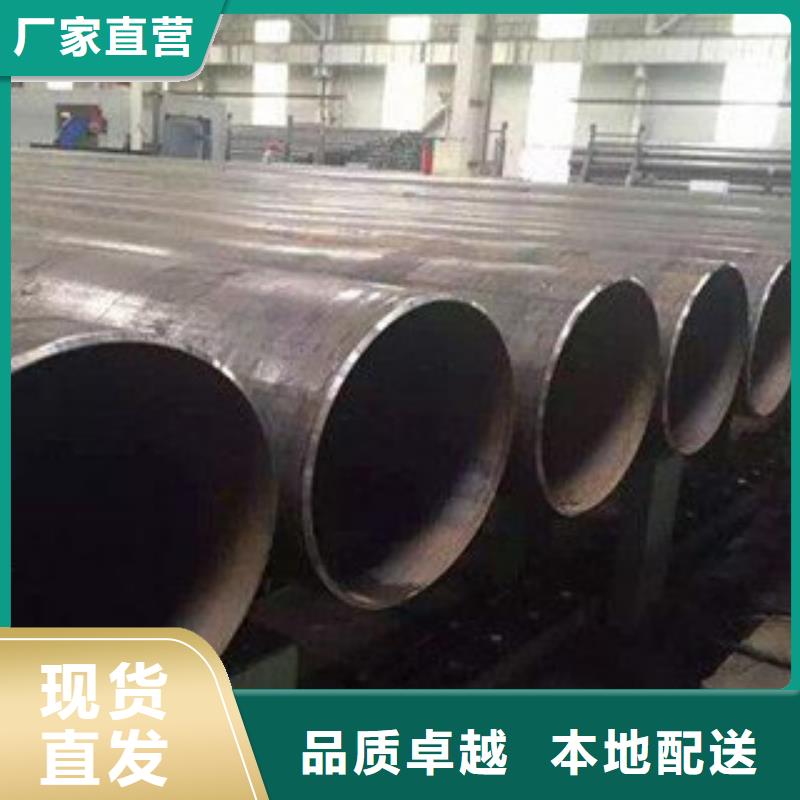
直缝焊管又叫直缝钢管,由钢管的焊接处成一条直线而得名。凡是钢带生产在高频焊接设备中直接焊接的管子都叫直缝焊管,由于用途不同,所以生产工序也不同,大多为架子管,电线套管,流体管,护栏支架等。直缝焊管性能特点:母材的 超声检测, 保证了管体 的内在质量 ;没有拆卷--圆盘剪的工序, 母材压 坑、 划伤少; 应力后的成品管基本上不存在残余应力; 焊缝短, 产生缺陷的概率小; 可以有条件的输送潮湿的酸性天然 气;扩径后, 钢管的几何尺寸精度高;焊接是在成型完成后, 在水平位置沿 直线进行的, 因此, 错边、 开缝、 管径周长控制 较好, 焊接质量优良。



钢兴钢管 有限公司是专业销售、生产(河南洛阳) 本地 河南洛阳无缝钢管于一体的综合性企业。公司秉承“诚信为本、客户至上”和“专人、专业、专心,做精、做细、做透”的经营理念,以金属流通为主业,以“优质、快捷、”为标准,服务客户,奉献社会,规模实力不断增强,品牌信誉日益。

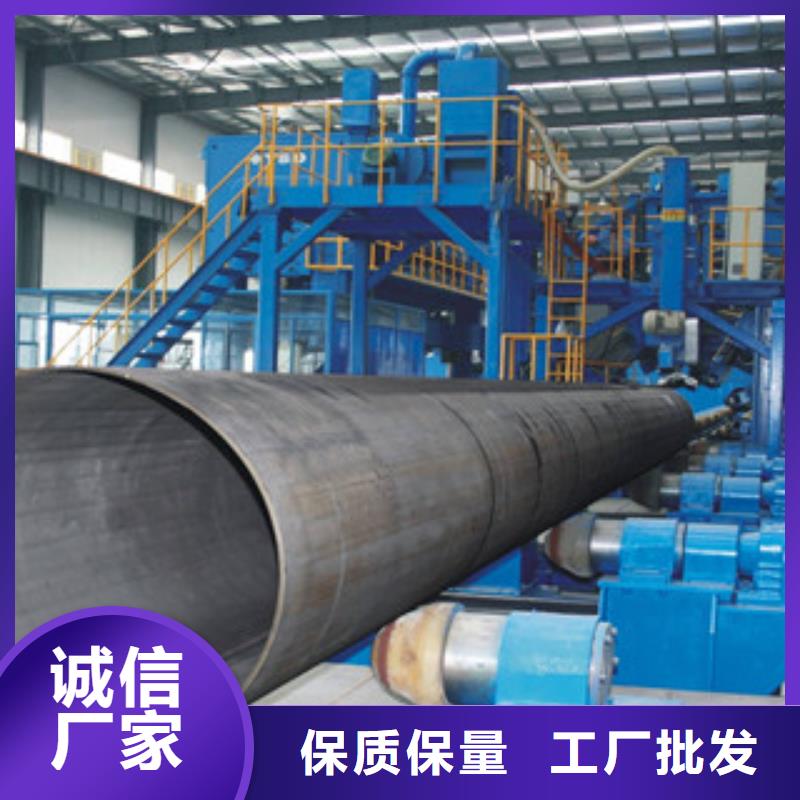
连续扭转成型工艺采用芯棒扭转成型,是用卷制法将平整的钢板通过一个纵向夹钳夹住及三辊卷板,加工成较长节段的圆管筒。卷板成型机由三辊组成,上辊为成型辊,固定着纵向夹钳,为主动辊,其直径大小需按生产规格而变换。下辊为两个从动辊,其直径一定,位置固定,不随生产钢管规格而变动,起着限位、固定、支撑等作用。连续扭转生产线由于本身具有更换规格快而简单,品种灵活,产品规格范围大,可生产规格范围内的任意直径尺寸的钢管等特点。但在生产不同直径和壁厚尺寸组合的钢管时,需要很多成型芯辊,造价较大,并且小直径、大长度的焊管成型精度较差,防偏装置接触处的质量得不到有效的控制。

