


联系我们

买数控角度锯床必看-价格低
更新时间:2024-11-19 00:27:39 浏览次数:6 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 16000/台 |
| 发货期限 | 3 |
| 供货总量 | 99 |
| 运费说明 | 供方 |
| 最小起订 | 1 |
| 质量等级 | 一 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 产品型号 | GB4240 |
| 可售卖地 | 全国 |
| 质保时间 | 一年 |
| 品名 | 钢筋锯床 |
| 品牌 | 河南建贸 |
| 技术参数 | GB4240 |
| 最大锯切能力 | 400*400 |
| 主电机功率 | 3/4kw |
| 工作方式 | 液压 |
| 机器重量 | 1500kg |






常呈现的维修误区。毛病未定位盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。
建贸机械设备有限公司带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。
金属带锯床客户购买了企业的设备,企业就算完结“任务”了吗?其实不然。企业还应该供给完善的售后效劳,对客户购买的设备从装置,运用,运用中遇到的问题,出现的毛病等等一系列问题都得全权担任。一直坚持客户至上,用心效劳的作业理念,对每位客户仔细,担任。下面为您解说金属带锯床正确操作流程。购买金属带锯床产品的朋友们应严格按照以下流程操作:
1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。
 买洛阳数控角度锯床必看-价格低
买洛阳数控角度锯床必看-价格低
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
 jmc
jmc
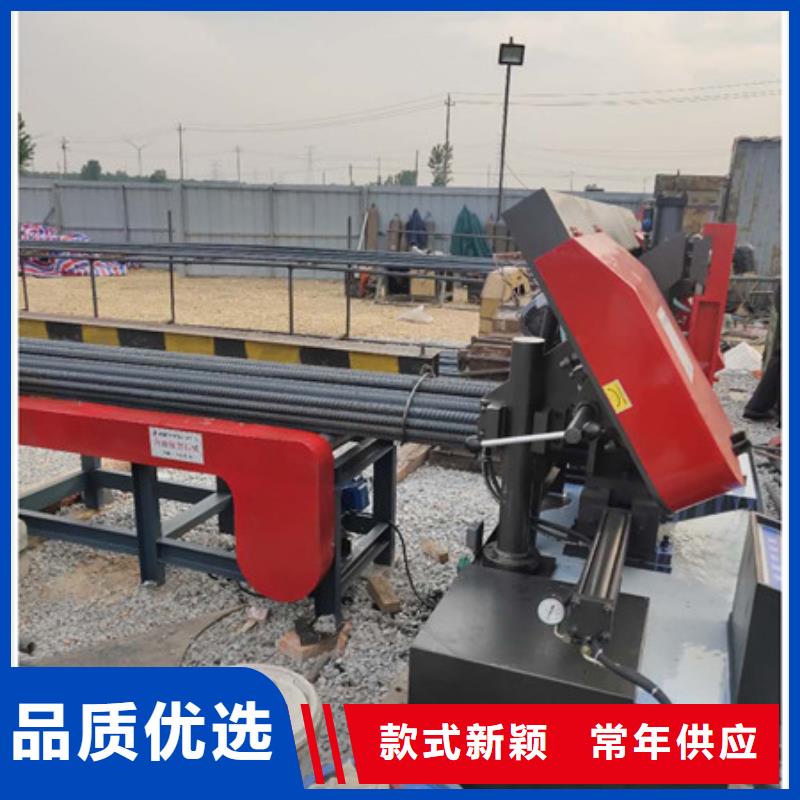
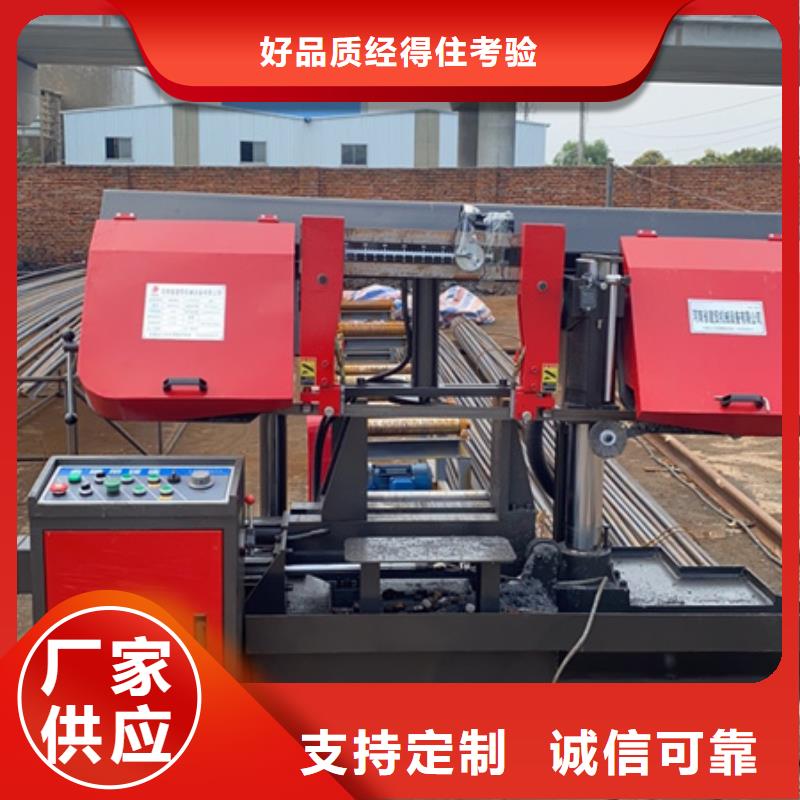
锯床它主要是由底座、床身、立柱、锯梁、传动机构、导向装置、张紧装置、送料架、液压传动系统、电气控制系统以及润滑和冷却系统所组成的。
主要技术规格:
锯削尺寸(圆料、方料) 400mm、250mm、500mm
成捆料(宽*高) 300*180mm
带锯条(长*宽*厚)4570*31*1.06mm
锯削速度(无级调速) 18-90m/min
锯带轮直径 585mm
出料盘长度520mm
后钳送料进给次数9
一次 送料长度590mm
冷却液箱容量90L
液压油箱容量70L
主电机功率5.5kW
液压泵电机功率因数补偿 1.5
冷却液泵电机功率0.4kW
电压380V
机械传动送料
通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到带锯床锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
带锯床自动送料
自动送料机指能自动的按规定要求和既定程序进行运作,人只需要确定控制的要求和程序,不用直接操作的送料机构。即把物品从一个位置送到另一个位置,期间过程不需人为的干预即可自动准确的完成的机构。一般具有检测装置,送料装置等。主要用于各种材料和工业产品半产品的输送,也能配合下道工序使生产自动化。
带锯床安装锯条说简单也简单说复杂也复杂。下面我们来说一些关于带锯条安装的事情。带锯条的安装,首先分清楚规格型号的匹配;其次要能够知道各项正常参数或者状态;还要能及时的发现问题。

切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件
数控带锯床送的材料尺寸不准的原因
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征