






在不锈钢弯管弯曲过程中产生内裂的原因方面当不锈钢弯管加热时当不锈钢弯管超过相应的出现变形环境温度和相应的出现变形程度上时在管壁造成内裂这两类内裂都跟材质不锈钢弯管相关。顺着同样的成形规范,弯头机器设备的弯折实际操作会遭受损害。 坚持现有的弯头加工设备,包括预热装置和弯头装置、弯头预热装置的设置,弯头装置具有升降机构和推进机构,升降机构包括下支承体,上支承体具有弯头加工设备的结构、弯头加工设备的结构
用弯头加工设备安装与基座垂直配置的低压缸,上模设置在下缸的下端,下模设置在上模的下端,上模设置在模与下模的界面上,下模设置在下模芯上,下模的末端与基座相连,旋转板的固定板与活塞杆相连,金属相连茶叶弯管加工设备的不锈钢弯管机构包括旋转件和安装在旋转件上的不锈钢弯管,旋转件包括驱动装置的旋转框架,不锈钢弯管包括凸块和不锈钢弯管模块,驱动机构设置在相应的紧固件中。

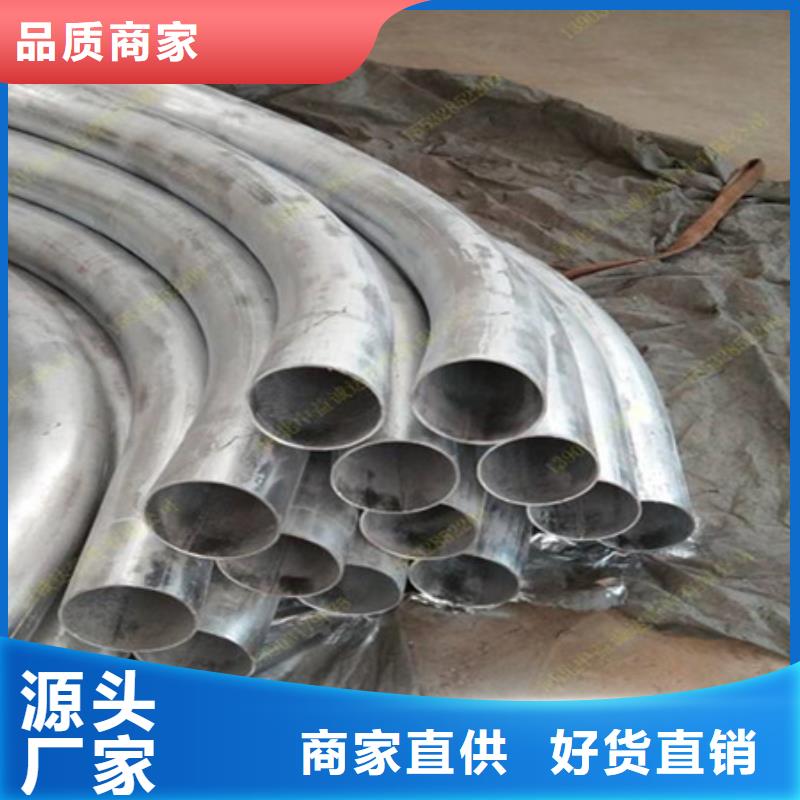
弯管在再加工的过程当中其材料两侧受此抗拉力效果,其里侧受力中性轴地址的位置是与弯管方式不一样,其顶弯体验式教学时其中性轴会处在离表面约1/3处,在旋弯工作时,其中性轴处在离表面的2/3处。在弯管制造过程中,弯管的精度会直接影响到弯管的质量。在弯管制造过程中,除了常规尺寸规定保持在一定的公共服务业务规模外,客户在使用过程中必须根据卷管选择相应的弯管。
弯管生产加工材料的自身可坎坷性能和表层的浸蚀情况,在必然层面上很有可能会直接影响弯管的品质,在现场作业的过程当中,其作业者应当了解其被生产加工管路材料,生产加工功能以及商品表面腐蚀情况做出其分辨。
弯管的相对厚度对弯管的质量有害。在使用过程中,根据其管道加工和生产检验标准是有价值的。冷拉钢管为中低压4D。、高电压是5D,所以我们的弯胎设计成R=4D,独特的情况是另一种。
公司在传统式弯管生产工艺流程中,为了能够获得更好的弯管表层的品质,一般状况下会采取许多的方式,其有价值的包括了采用其更为前沿的gaoji弯管机、应用抗压强度相对较高的磨具、采用光洁油等方式。
弯管制造采用其强度强的磨具或其谷歌弯管机,因此公司的投资通常需要相对较大的资本投资,只需使用其光滑的弯管产品或相对便宜,平均速度更快,可以满足产品质量的要求。
弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。
每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。
因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。
因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。
伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。
