








线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机呈平立交替布置每架轧机采用直流电机经组合齿轮箱单独传动立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。
圆钢热切加热炉用途:1.用于钢球锻造生产中,针对直径大于120mm钢球而生产。圆钢加热后热剪切成合格的短棒料,利用棒料余热锻造钢球。2.用于轴承套圈锻造的生产,圆钢加热后连续下料,热剪切成合适长度的棒料,压力机拍、平冲孔后,进入碾环工序。3.一切二次加热的工件都可以考虑圆钢热切加热炉。圆钢热切加热炉由以下四部分组成:1、自动送料部分:储料平台、翻料机构和输送机构组成2、中频钢材加热炉加热部分:由500Kw中频加热炉组成,频率1500Hz,电容器组、感应器支架、水路以及感应器组成。其中感应器用于加热直径50-60mm、65--75mm、80--90mm圆钢。3、下料冲床剪切设备:由下料冲床和下料组合模具组成4、控制部分:由测温仪、PLC控制系统、变频调速机构以及电气部分组成。
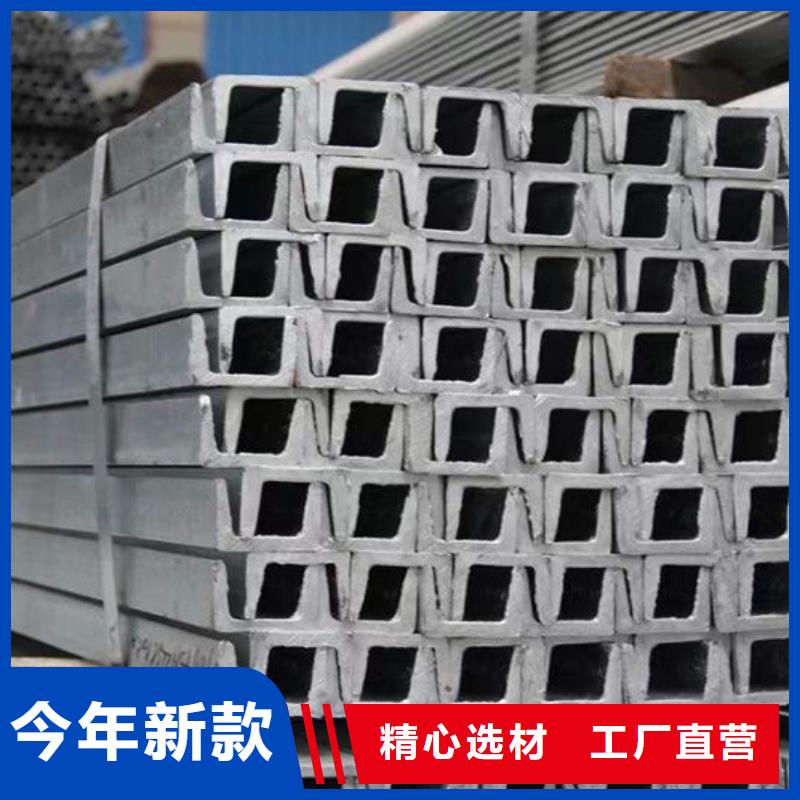
镀锌方管有热镀锌方管和电镀锌方管两大类。热镀锌方管有湿法、干法、铅锌法、氧化还原法等。不同热镀锌方法的主要区别在钢管酸浸清洗后,用什么方法活化管体表面钢材提高镀锌质量。现生产中主要采用干法和氧化还原法,其特点见表。电镀锌的锌层表面十分光滑致密、组织均匀;具有良好的力学性能和抗腐蚀能力;锌耗比热镀锌低60%~75%。电镀锌在技术上有一定的复杂性,但对单面镀层,内外表面镀层厚度不同的双面镀层钢材,以及薄壁管镀锌等皆须采用此法。
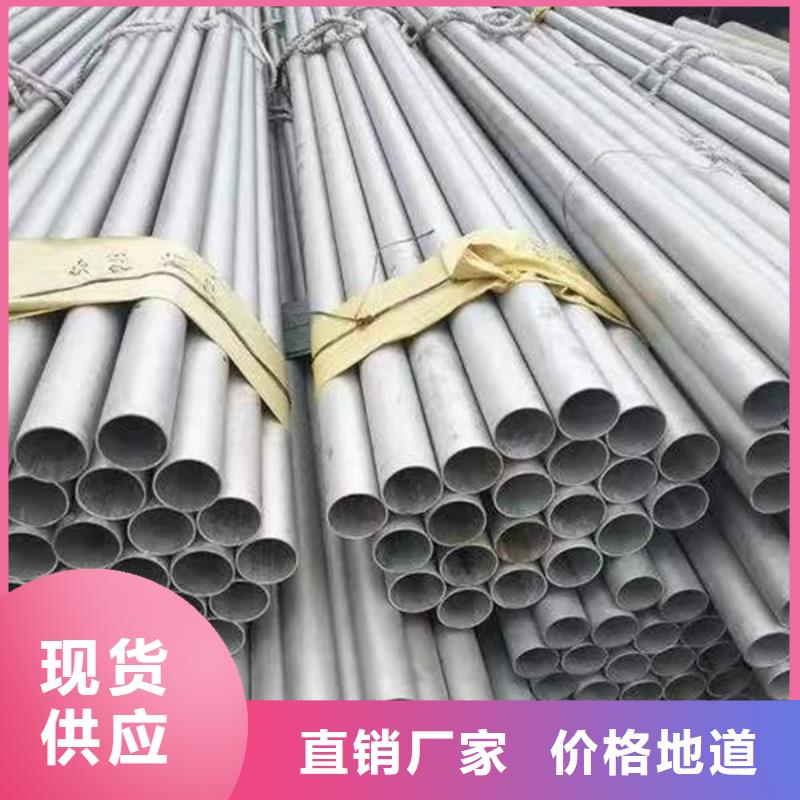
无缝钢管遮盖保护不理想、无支撑物、堆放层数过多都是影响其性能的原因,那么正确保护无缝钢管的做法有什么?1.无论是裸管还是防腐管,若需长时间存储,从开始存储时就应该使用不透明遮盖物进行防护,避免钢管出现锈蚀以及防腐层老化、翘边等现象。2.遮盖物应结实耐用,防止长时间日晒雨淋而腐烂渗漏。3.无缝钢管遮盖时应保证钢管表面通风,避免水蒸气难以挥发而在表面汇集。4.钢管存储时应有支撑物,且距地面一定距离,保证钢管通风。5.无缝钢材堆放存储后,应去除管端保护器,避免水分在管端保护器与钢管接触面汇集而难以挥发。6.钢管存储时应注意钢管堆放层数,避免层数过多造成管端局部受力,从而使钢管产生径向塑性变形及防腐层受损。
